


- способи з'єднання
- Подібності та відмінності різних моделей апарату для електромуфтового зварювання ПНД труб
- стикова зварювання
- Типи апаратів стикового зварювання
- Апарат для розтрубного зварювального з'єднання
- Огляд ручних апаратів для електромуфтового зварювання від провідних виробників
Наши партнеры ArtmMisto
Сьогодні існує кілька способів з'єднання труб, виготовлених з поліетилену низького тиску (абревіатура ПНД). Найбільш оптимальним і практичним є метод зварювання. Однак щоб виконати цю процедуру правильно, без знань деяких технологічних нюансів не обійтися. Варто також прислухатися до думки професіоналів. І навіть визначившись зі способом, необхідно коректно підійти до вибору підходящого обладнання для зварювання труб ПНД. 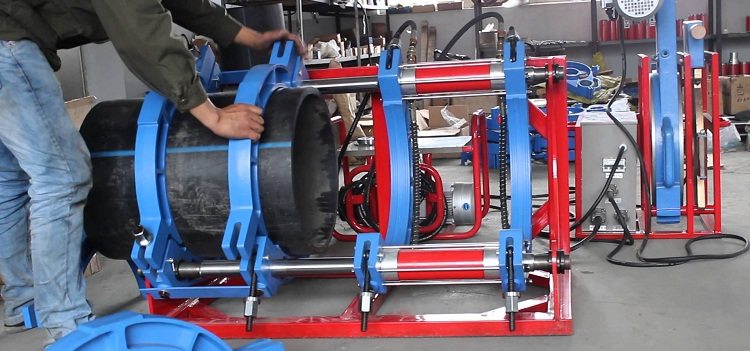
Тип апарату для зварювання ПНД труб вибирається залежно від діаметра виробів і способу з'єднання
способи з'єднання
Популярність ПНД труб обумовлена, крім усього іншого, простотою їх монтажу. З'єднання виконується двома основними методами:
- роз'ємним;
- нероз'ємним.
Для реалізації першого використовуються з'єднувальні деталі. Другий же передбачає використання апарату для зварювання ПНД труб. Як показує практика, саме цей спосіб дає кращі результати. Отримані в ході зварювання шви є абсолютно герметичними і найміцнішими.
Ця технологія в свою чергу буває двох видів. Розглянемо їх трохи докладніше.
Електромуфтового метод. Тут використовується спеціальна поліетиленова муфта з вбудованими електричними спіралями. Їх кінці виводяться і підключаються до спеціального апарата для електромуфтового зварювання ПНД труб. Він створює напругу і по спіралях починає протікати електрострум. В результаті деталь нагрівається до необхідної температури, а її поверхня плавиться і збільшується. Розплавлений поліетилен, будучи обмеженим в просторі внутрішнім діаметром електромуфти, піддається впливу необхідного для зварювання тиску. Далі апарат можна відключити.
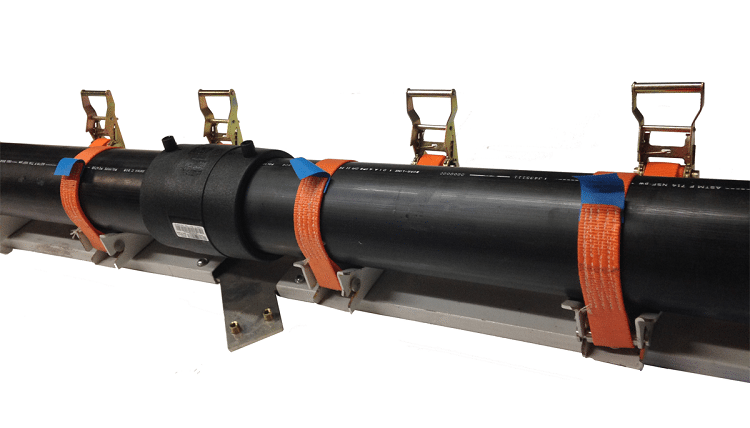
При електромуфтового зварюванні труби часто фіксуються ременями, щоб не відбулося зміщення під час нагрівання
Перш, ніж почати безпосередньо електромуфтового зварювання, торці виробів необхідно ретельно очистити і знежирити. Таку технологію прийнято використовувати при ремонті відводів та створенні врізок в уже існуючу систему. Її особливістю є забезпечення нерухомості деталей, що з'єднуються під час електромуфтового зварювання і до моменту їх повного охолодження.
Стикова зварювання. Даний спосіб реалізується із застосуванням спеціального апарату для зварювання ПНД труб . Сам процес складається з декількох етапів:
- очищення торців виробів від забруднень з подальшим їх знежиренням;
- нагрів кромок до в'язкого стану за допомогою спеціального Тена;
- з'єднання під тиском.
Давши швах охолонути, можна вводити трубопровід в експлуатацію. Критичними для стикового зварювання є наступні параметри:
- час нагрівання;
- температура;
- висота оплавлення торців;
- рівень тиску на сполучаються поверхні.

При зварюванні "встик" труби жорстко фіксуються спеціальним апаратом, який після розігріву торців сильно притискає їх один до одного
На замітку! Стикове зварювальне з'єднання є основною технологією створення інженерної комунікації з ПНД труб.
Подібності та відмінності різних моделей апарату для електромуфтового зварювання ПНД труб
Ріднить всі ці пристрої невелика маса і низьке енергоспоживання. Сучасні моделі такого обладнання надають можливість працювати навіть із зразками мінімальних розмірів в автоматичному режимі. Пояснюється це тим, що в конструкцію апарату для електромуфтового зварювання входить мікропроцесор, який виконує регулювання параметрів, веде протокол дані і дозволяє виявляти всі недоліки в роботі.
А ось основні їх відмінності полягають в наступному:
1. Тип і діаметр фітингів , З якими здатний працювати апарат. Вид муфти визначається розміщенням нагрівальної спіралі. Вона буває закритою або відкритою. Фітинг великого діаметру може застосовуватися спільно з обтискними пластинами. Останні призначені для повернення деформованим при різанні торцях первісної форми.
2. Набір опцій контролю ходу робочого процесу. На поверхню електромуфти, як правило, наноситься штрих-код, який містить відомості про її характеристиках. За допомогою штрих-сканера (цьому проекторі використовується в комплект апарату, призначеного для електромуфтового зварювання ПНД труб) код зчитується. Після цього отримані дані автоматично або вручну вносяться в зовнішню пам'ять мікропроцесора, який на їх основі і задає режим роботи.

Професійні машини для зварювання управляються за допомогою комп'ютера
На дисплеї апарату відображається інформація про тривалість процесу, температура нагрівання, напрузі, силі струму і ін. Всі ці дані зберігаються в пам'яті такого сучасного обладнання. У більшість моделей входить система, що сигналізує про старт або про завершення процесу.
3. Кількість виробничих режимів. Застосування подібних апаратів обумовлює необхідність застосування великої кількості витратних матеріалів, що здорожує роботи. Але це компенсується наступними факторами:
- простота методу;
- можливість виконання зварювання у важкодоступних місцях.
Саме тому моделі такого типу застосовуються найчастіше при ремонті трубопроводів. Професіонали виділяють ще одне серйозне перевага даного методу. Коротко воно формулюється так: можливість зварювання ПНД труб не тільки різного діаметру, але і виготовлених з полімерів різних марок.
стикова зварювання
Такий вид з'єднання застосовується для труб, діаметр яких не менше 50 мм, а товщина стінок перевищує 4,5 мм.
Важливо! На відміну від електромуфтового, стикове зварювання допускається виконувати тільки з трубах, виробленими з однієї марки полімеру.

При правильно проведеної стиковому зварюванні в місці з'єднуються торців з'являється «валик» з розплавленого пластику
Даний спосіб передбачає виконання такої послідовності дій:
- початковий етап - перевірка геометрії труб. Для забезпечення щільності прилягання торців, кромки необхідно підрівняти і зачистити;
- потім здійснюється кріплення зварювальних решт ПНД труб з дотриманням співвісності.
- після цього між торцями виробів зводиться нагрівальний елемент. При подачі напруги він нагрівається, що викликає оплавлення кромок труб;
- потім нагрівальний елемент видаляється, а торці притискаються із застосуванням зусилля один до одного, і під тиском витримуються до повного охолодження. Видавлений шар розплавленого поліетилену, затвердевая, утворює зварний шов.
Нижче наведена таблиця часу, необхідного для стикового зварювання.
Таблиця 1
Діаметр труби зовнішній, мм Час нагрівання, секунди Час в онлайні, секунди Час охолодження, хвилини 75,0 30 10 8 63,0 24 8 6 50,0 18 6 4 40,0 12 32,0 8 25,0 7 4 2 20 , 0 7 16,0 5
Без наявності певної кваліфікації успішно виконати всі ці операції стикового зварювання не вдасться, так як робити їх необхідно швидко і акуратно з обов'язковим дотриманням усіх технологічних вимог.
Типи апаратів стикового зварювання
Залежно від оснащеності, верстат для стикового зварювання може належати до одного з існуючих типів.
Ручне зварювальне дзеркало. До складу такої моделі входить тільки нагрівальний елемент - дзеркало. Всі операції, починаючи від підведення торців, і закінчуючи утриманням їх у потрібній позиції під тиском, виробляються вручну.

Труби великих діаметрів зварюються тільки на апараті з гідравлічним приводом
Віднести подібне обладнання до категорії високотехнологічного можна лише з великою натяжкою, оскільки «людський фактор» не сприяє отриманню якісного шва. Тому за допомогою дзеркал зварюються трубопроводи низького тиску, наприклад, каналізаційні. Їх головними перевагами є невелика вартість і малу вагу.
Верстат для зварювання ПНД труб. Це агрегат більш складної конструкції, в ньому є станина. На ній змонтовані нагрівальний елемент, центратор з зажимами, торцеватели і привід. Центратор призначений для фіксації та центрування решт. Торцеватели же здійснює підрізування торців і забезпечує, таким чином, їх щільне прилягання.
Якщо взяти за основу критерій вид приводу, що подає кінці труб і притискає їх торцями, то таке обладнання буває:
- з механічним приводом. Апарат пускає в хід м'язова сила зварника, що прикладається до важеля або гвинта. Тому верстат такого типу не використовують для зварювання ПНД труб, діаметр яких перевищує 160 мм, оскільки від виконавця будуть потрібні надмірні зусилля;
- з гідравлічним приводом. Саме таке обладнання застосовують для з'єднання труб з діаметрами більше 160 мм.
На замітку! Вартість гідравлічного апарату для стикового зварювання ПНД труб набагато більша за ціну верстата з механічним приводом.
Апарат для розтрубного зварювального з'єднання
Головною деталлю подібного обладнання є головка нагріву. На ній закріплюються два нагрівальних елемента типу насадок, дорна і гільзи.
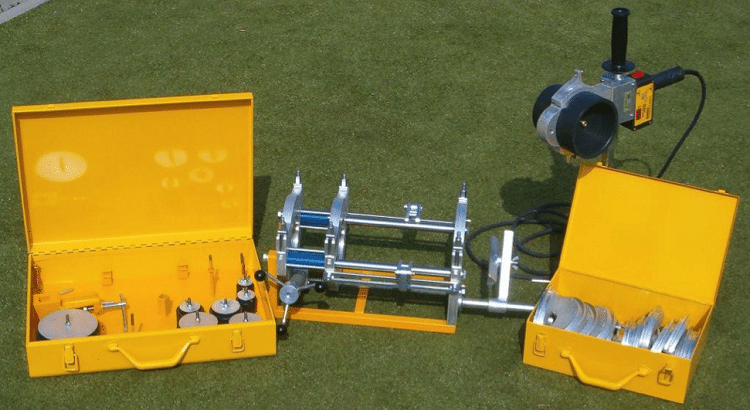
Зварювальний апарат для розтрубного з'єднання ПНД труб застосуємо для виробів малого діаметра
Дорн розплавляє внутрішню поверхню з'єднувальної муфти, а гільза призначена для плавки зовнішньої поверхні кінцевої частини ПНД труби.
Діаметри цих аксесуарів лежать в межах 16 ≤ D ≤ 40 мм. Для виконання зварювального з'єднання ПНД елементів трубопроводу насадки підлягають попередньому нагріванню до температури + 220˚С. Потім на кожну з них із зусиллям насаджують кінець труби і сполучну муфту. Після досягнення необхідного ступеня нагріву, муфта і кінець знімається з насадок, і стикуються під тиском. Давши поліетилену охолонути, таку ж операцію необхідно провести з іншим кінцем.
Розтрубне зварювальне з'єднання застосовується найчастіше всередині приміщень. При цьому діаметр повинен бути не більше 40 мм. Для роботи з великими перетинами використовується зварювальний апарат, оснащений пристроєм для центрування.
Огляд ручних апаратів для електромуфтового зварювання від провідних виробників
На світовому ринку найбільшою популярністю користується обладнання для проведення подібних робіт від таких фірм, як Rothenberger, Ritmo і DYTRON.
У нижерасположенной таблиці представлені найбільш популярні моделі вищевказаних компаній.
Таблиця 2
Бренд Модель Потужність нагрівача, Вт Маса, кг Діаметри труб, що зварюються, мм Ritmo Prisma 90 1000 54 20-90 Prisma 125 1400 100 25-125 Rothenberger ROVELD P 63 800 1,8 60,53,40,32,25,20 ROVELD P 40 650 1,0 40,32,25 20 ROVELD P 125 1300 7,5 До 125 ROVELD P 110 1300 2,2 110,30,75 DYTRON
POLYS P-4a 850W Trace Weld 850 1,6 16-75 POLYS P-4a 650W Trace Weld 650 1,3 16-63 POLYS P-4a 1200W Trace Weld 1200 1,8 16-125 Dytron 500W POLYS P-1b 500 1 , 3 16-40 Dytron 850W POLYS P-1b 850 1,6 16-75 Dytron 650W POLYS P-1b 650 1,3 16-63
Rothenberger (Німеччина). Підстава цього бренду датується 1949-му роком. Більш ніж піввікова напружена і плідна робота фахівців вивела компанію Rothenberger, спочатку що була невеликою фірмою, в категорію світових гігантів. Представництва даного бренду відкриті в 25 державах світу, включаючи ті країни, в яких працюють 14 заводів Rothenberger. А, на думку експертів, логотип цієї компанії на продукції означає надійність і високу якість.

Від того, наскільки якісне обладнання використовується для зварювання, залежить надійність з'єднання і зручність проведення робіт
Ritmo (Італія). Історія даного бренду почалася відносно недавно - в 1979 році. А зараз він вже входить в число провідних світових компаній, що спеціалізуються в сфері технологій обробки пластмас. Інженери Ritmo створюють високоякісну продукцію, що відповідає найсуворішим міжнародним і національним стандартам (EEC, ISO, UNI). Високий ступінь організації бізнесу забезпечується постійним аналізом фахівцями компанії положення справ в даному сегменті світового ринку. Лінійка продукції бренду Ritmo включає повний асортимент обладнання та інструменту для розтрубної, електромуфтового і стикового зварювання.
DYTRON (Чехія). Рік заснування компанії - 1992. У списку її товарних позицій присутні як мобільні пристрої, так і ручні моделі для реалізації стикового зварювального з'єднання пластикових труб. І з кожним роком асортимент компанії DYTRON поповнюється новими зразками.
Важливо! Одним з істотних переваг даного бренду є не тільки те, що він має сертифікат якості ISO 9001: 2000. Крім цього, його продукція відповідає ще й екологічному сертифікату ISO 14001.
Купівля будь-якого такого апарату забезпечить надійність результатів виконаної ручної електромуфтового зварювання.


