


Наши партнеры ArtmMisto
ЧАСТІШЕ ЇХ НАЗИВАЮТЬ НЕ ЗОВСІМ ПРАВИЛЬНО - ... ДЛЯ аргон або ДЛЯ Аргонова зварка
АБО ЩЕ ПРОСТІШЕ - ДЛЯ зварювання аргоном
ИЗВИНИТЕ, ТАБЛИЦЯ доповнюють
Ті, хто добре знають що таке аргонодуговая (TIG) зварювання можуть цей розділ не читати. Цей текст розрахований швидше на тих, хто вирішує який вид зварювання в найбільшою мірою підходить для вирішення його завдань. Тим більше, що ми в наших магазинах щодня маємо справу з різними зварниками - від ще тільки пробують щось з чимось зварити до професіоналів високого класу. Так що, нам є що розповісти, особливо початківцям. І почнемо ми з порівняння трьох основних видів зварювання: ММА - це зварювання
звичайними електродами з обмазкою; MIG / MAG - це напівавтоматичного зварювання дротом, з подачею захисного (СО2) або інертного (аргон) газу; TIG - це як раз аргонодуговая зварювання, яка є основною темою даного розділу.
Отже, коротко, і по порядку.
ММА. Цей вид зварювання знаком майже всім. Відмінний, простий, найпоширеніший і найбільш універсальний вид зварювання. Все тут добре за винятком можливостей зварювання тонкостінного металу і зовнішнього вигляду швів. Вони, при такій зварюванні грубі, нерівні і покриті шлаковой кіркою. А коли її збивають, тут же з'ясовується, що в шві мають місце раковини і непровари. А сам наплавлений валик шва виглядає так, що очі б не дивилися ...
Однак, час іде, зварювальник набирається досвіду, опановує майстерністю, а техніка і матеріали постійно удосконалюються. І сьогодні, якщо взяти хороший, якісний електрод діаметром 1,6 або 2,0 мм (наприклад марки ОК-46 шведської фірми ESAB) і варити хорошим інвертором, ретельно підібравши струм зварювання, то, через деякий час, набивши, що називається, руку зварювальник почне отримувати на металі товщиною 1,0 - 1,5 мм цілком пристойні і більш-менш рівні шви.
Тут, до речі, саме час зауважити, що все сказане в цьому розділі справедливо при напрузі в мережі, до якої підключається апарат 220 В. Звичайно, в ряді випадків, доводиться варити від 180 і навіть від 140 В. Але характеристики зварювальних апаратів і самої дуги (особливо при MIG і TIG зварювання) при таких просаженних мережах змінюються так сильно, що отримати якісний шов стає просто нереально. Якась зварювання, так, відбудеться, але міркувати про переваги і недоліки різних видів зварювання від просаженних мереж вже якось не хочеться. Можна тільки додати, що ММА зварювання менш чутлива до низьку напругу в мережі, в порівнянні з MIG і TIG. Тобто, у дачного зварника все-таки є шанс якось приварити одну залізяку до іншої, навіть і від 140 В, якщо він візьме подовжувач не тонше 2,5 кв.мм і не довше 30 м,
а масовий затиск буде завжди кріпити ближче до місця зварювання і з хорошим контактом. Побажаємо йому удачі в цій нелегкій справі!
MIG / MAG Ну, напівавтомати варять звичайно акуратніше, ніж електроди з обмазкою. Шви виходять без шлакової скоринки і більш рівні й гладкі, ніж при ММА. Однак, додаткові складності MIG зварювання полягають у тому, що перед початком самої зварювання необхідно ретельно відрегулювати і кілька разів перевірити стабільність і рівномірність подачі дроту при різних вигинах шлейфу пальника, і особливо в місці найбільшого перегину, тобто у ручки. Саме в цьому запорука якісної MIG зварювання. А при використанні дроту 0,8 мм, особливо алюмінієвої, та ще при довжині шлейфу пальника 5 м (нехай навіть з тефлоновим гнучкою підведенням) досягти стабільної подачі дроту стає взагалі важко здійснюваною завданням (дріт 0,6 мм в даному контексті не розглядаємо взагалі).
І тільки після того, як зварювальник переконається, що при будь-якому положенні пальника дріт подається стабільно і рівномірно, можна встановлювати параметри режиму зварювання (струм і напруга на дузі, швидкість подачі дроту і витрата газу).
Тут буває дуже корисний простий тест (їм часто нехтують, особливо досвідчені зварники, і даремно ...). Треба відкинути притискної ролик механізму, що подає і потягнути кінчик дроту, що стирчить з наконечника пальника, просто пальцями, змінюючи при цьому вигин шлейфу пальника, як це буде відбуватися під час зварювання. Запевняємо вас, що пальці відразу відчують труднощі в проштовхуванні дроту при різних перегини. І навпаки, притиснувши дріт роликом, включаємо кнопкою подачу дроту і впираємося їй в будь-яку перешкоду. Рука з пальником, в цьому випадку, повинна відчути віддачу. А якщо дріт відразу легко зупиняється, це теж не діло.
Так ось, якщо правильно відрегулювати подачу дроту, а потім грамотно виставити параметри режиму, то MIG зварювання обов'язково покаже всі свої переваги: можливість зварювання тонколистового металу, гладкий якісний шов, високу продуктивність, відносну простоту освоєння цього процесу і управління ним. Не випадково, саме цей вид зварювання набув найширшого поширення в автосервісі, де часто буває необхідно щось приварити (прихопити) в самих важкодоступних місцях кузова автомобіля. Разом з тим, MIG зварювання давно і успішно застосовується при зварюванні серйозних конструкцій, де товщина металу часто досягає 20 і більше мм. Варять такі конструкції, зрозуміло, потужними промисловими апаратами, дротом 1,2 або 1,6 мм, з відповідною підготовкою геометрії і якості кромок зварюється.
TIG Зрозуміло, аргонодуговая зварювання дає можливість отримувати шви найвищої якості. Крім того, цей вид зварювання має високу технологічну гнучкість, тобто можливість регулювати якість шва як становищем пальника, так і манерою подачі в зварювальну ванну присадочного матеріалу (прутки, дріт), які зварювальник тримає іншою рукою. У цьому TIG зварювання на кшталт газової, де зварювальник має найбільші можливості у формуванні шва на свій розсуд.
Тепер кілька порад тим, хто хоче спробувати TIG зварювання на практиці. Почніть з простого. До будь-якого звичайного инвертору для ММА зварювання можна підключити аргонодугове пальник (на клему «-», зрозуміло) і варити вуглеводневу чи нержавіючу сталь (НЕ алюміній), запалюючи дугу киснем деталі кінчиком вольфрамового електрода, оскільки в звичайному инверторе відсутня високочастотний осцилятор для автоматичного збудження дуги . Для цього, в принципі, можна використовувати будь-яку аргонову пальник з відповідною силовий вставкою в апарат, але на ручці такого пальника повинен бути обов'язково встановлений газовий вентиль. Їм Ви і будете регулювати витрата аргону. Якщо на ручці є ще і кнопка, то вона, в цьому випадку, просто не знадобиться (правда, вона особливо і не заважає). Сучасні інвертори ММА мають плавну і точне регулювання зварювального струму, починаючи від 20 А. Найбільш відповідний діапазон зварювальних струмів для TIG зварювання металу малих і середніх (до 10мм) товщини обмежений значеннями 20-140 А. Тому такі інвертори цілком можна використовувати для TIG зварювання на постійному струмі. Витрати, в цьому випадку, не перевищать 10000 руб. (Пальник, балон 10л., Редуктор і якась кількість присадки). Такий варіант, крім усього іншого, дозволить Вам, без зайвих витрат зрозуміти - що це таке TIG зварювання і чи знадобиться Вам цей спосіб в подальшій роботі.
Інша справа, якщо зварювальник спочатку ставить перед собою цю поширену сьогодні і дуже непросте завдання - зварювання алюмінієвих сплавів. В цьому випадку ми радимо відразу купувати серйозний професійний апарат типу TIG-200P AC / DC (P - наявність в апараті імпульсного режиму, АС - змінний струм, DC - постійний струм). Такі апарати випускають більшість виробників зварювальної техніки і, повірте, апарати китайського виробництва тут ні в чому не поступаються європейським. Тут можна орієнтуватися на такі фірми, як Foxweld, Сварог, Brima, AWI і ін.
Зрозуміло, зварювання алюмінієвих сплавів вимагає довгої і ретельної настройки всіх параметрів режиму. Тут дуже важливо точно відрегулювати не тільки частоту і шпаруватість імпульсів, але і баланс полярності, тобто співвідношення періодів часу, коли електрод знаходиться під знаком «-», а деталь під знаком «+», і навпаки. Це дуже важливий параметр, його необхідно регулювати особливо ретельно, іноді буквально годинами. Оскільки, в даному тексті неможливо описати всі особливості і тонкощі TIG зварювання алюмінієвих сплавів, обмежимося зауваженням, що в крайніх положеннях ручки балансу полярності можливий або наскрізний пропал деталі, або забруднення зварювальної ний продуктами руйнування вольфрамового електрода.
А тепер, коли Ви озброєні цієї короткою інформацією, можете сміливо освоювати аргонодугове зварювання. Спочатку на простому инверторе, а потім і на професійному аргоновому апараті. Готуйтеся до наступних витрат.
Апарат типу TIG-200P AC / DC від 40000 руб. (Включаючи пальник), балон з аргоном 10л -4500 руб., 40л - близько 6000 руб. Плюс редуктор (800-2000 руб), плюс заправка балона (400-600 руб). Ще необхідно якась кількість присадних прутків (нержавіюча сталь - 1200 руб / кг, алюміній - 1000 руб / кг). Крім того, для пальника знадобляться запасні керамічні сопла і мундштуки. Початківці аргонщики зазвичай набувають в наших магазинах усього цього потроху і різних діаметрів, щоб підібрати для себе найбільш підходящі. А діаметри присадних прутків і вольфраму бувають такі: 1,2 ... ..1,6 ... ..2,0 ...... 2,4 ...... 3,0 ... ..3,2 мм. І, зауважимо в дужках, тільки в наших магазинах Ви зможете все це придбати поштучно, з мінімальними витратами. За цим до нас і їдуть з усієї Москви, тому що в більшості інших місць все це продають тільки упаковками. До речі, рівно так само ми продаємо і електроди, особливо дорогі, імпортні.
А головне, ми допоможемо Вам не тільки підібрати апарат, але і перевіримо його в реальних умовах, в нашій майстерні по ремонту зварювальної техніки. Майстер-класи зі зварювання, правда, не обіцяємо, але поварити самостійно дамо.
* - завжди уточнюйте наявність і ціну товару
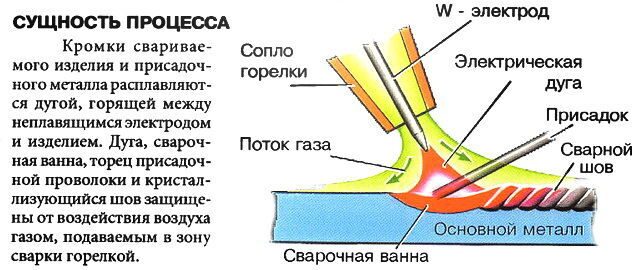
ТЕХНОЛОГІЯ аргонодугового зварювання
Черговий телефон для довідок і консультацій зі зварювання
8-967-102-06-96
Щодня, включаючи вихідні та святкові дні, з 9-00 до 20-00
Володимир Борисович


