


- види з'єднань
- зварювальний трансформатор
- зварювальний випрямляч
- інвертор
- напівавтомат
- Точкова зварка
- Принцип дії, конструкція
- Зварювальний агрегат (генератор)
- Газозварювальний комплект
- Вибір зварювального апарату
Наши партнеры ArtmMisto
Один з видів нероз'ємних з'єднань металу - зварювальний шов. Утворюється при локальному нагріві місця стику. Надійність забезпечується створенням міжатомних зв'язків. Для виробництва такого з'єднання використовується спеціальне обладнання - зварювальний апарат.
види з'єднань
Устаткування для зварювання використовується з метою термічної обробки країв металевих виробів за допомогою створення електричної дуги. Загальновживана назва - зварювальний дуга.
Джерелом живлення дуги служить електричний струм:
- Змінний. Зміна напрямку вектора струму призводить до почергової зміни полярності у анода і катода (деталі і електроду). Електродуги зникає при проходженні струму через нульове значення напруги.
- Постійний. Вектор струму спрямований в одну сторону. Значення напруги в вихідний момент постійно (змінюється при додатку навантаження).
- Пульсуючий. Або односпрямований ток з мінливою величиною напруги, відмінним від нуля.
Останні два види мають полярність:
- Пряма. Зварюваний об'єкт приєднаний до «плюса» - анода. Електрод - до «мінуса», катода.
- Зворотній. «Плюс» - це електрод, «мінус» - деталь.
Значення полярності важливо для перенаправлення теплового потоку. Пряме підключення підсилює тепловий баланс на оброблюваному виробі, тобто сильніше плавиться метал деталі. Зворотний - на електроді.
Регулювання параметрів (частота і тривалість імпульсу) пульсуючого струму дозволяє переносити розплавлений метал електрода буквально по краплях.
Електродугове зварювання (один з видів зварювання) підрозділяється:
- ручна електродугова;
- напівавтоматична в середовищі захисних газів;
- під флюсом;
- плавиться.
Відповідно, для виконання того чи іншого типу з'єднання застосовується свій комплект зварювального устаткування.
Крім електричних апаратів широко поширена газове зварювання - теплової нагрів здійснюється газовим факелом. У виробництві і домашніх роботах представлені такі види зварювальних апаратів і пристосувань.
зварювальний трансформатор
Найперший в історії зварювальний апарат, який використовує для запалювання і підтримки дуги електрику - зварювальний трансформатор. Перетворює стаціонарне напруга (220 або 380V) в знижений (60-80V). При цьому значення струму можуть досягати декількох тисяч ампер.
Регулювання струму здійснюється:
- індуктивним опором;
- величиною холостий ходу (показник - вторинна напруга).

Рис.1 Схема зварювального трансформатора
Агрегат для зварювальних робіт складається з корпусу, що об'єднує:
- трансформатор, що складається з первинної і вторинної обмотки;
- металевий сердечник;
- пристрій переміщення вторинної обмотки (регулювання сили струму);
- блок керування.
Трансформатори підрозділяються:
- одно- або двофазні;
- за кількістю робочих місць - постів;
- спосіб регулювання: за допомогою перемикання обмоток, дроселем насичення, магнітним розсіюванням.
Основні характеристики:
- показник коефіцієнта потужності {cosφ}, середнє значення 0.4-0.5;
- напруга електромережі (220 або 380V);
- вторинна напруга (60-80V);
- потужність обладнання - впливає на товщину оброблюваних деталей і діаметр електродів;
- діапазон регулювання струму.
Принцип дії пристосування для зварювання - зниження напруги до необхідного рівня і підтримку сили струму в процесі обробки деталі. Здійснюється при проходженні струму мережі по первинній обмотці, створенні магнітного потоку і виникненні зниженого напруги у вторинній обмотці.
переваги
- простота конструкції;
- невисока і доступна ціна;
- нескладне обслуговування;
- тривалий ресурс експлуатації.
недоліки
- нестабільна електродуги;
- складність запалювання дуги;
- залежність від стрибків і величини напруги;
- необхідний певний практичний навик з боку робітника.
Зварювальний апарат, виконаний на основі трансформатора, застосовується для ручного дугового зварювання під флюсом . Можна використовувати для різання металу.
зварювальний випрямляч
Відмінність від трансформатора - на виході постійний струм. Якщо точніше - пульсуючий. Виконується по одно- або трифазною схемою. Остання переважно, оскільки знижується пульсація струму.

Рис.2 Принципова схема трифазного випрямляча.
Конструктивно складається з декількох основних вузлів (на схемі поз. «А»):
- силовий трансформатор (поз.1);
- блок випрямлячів (поз.2);
- електрод і деталь.
На поз. «Б» наведено вид пульсуючого струму.
Силовий трансформатор знижує струм до рівня, що забезпечує режим зварювання. Необхідна величина виставляється за допомогою регуляторів, що входять в конструкцію. Перетворення змінної складової в постійну проводиться кремнієвими або селеновими напівпровідниковими вентилями.
Узагальнено, до складу устаткування входить:
- несучий корпус з коліщатками для зручного транспортування;
- силовий трансформатор;
- блок напівпровідникових випрямлячів;
- блок регулюючої апаратури;
- вентилятор охолодження;
- передня панель з приладами і ручками перемикання, роз'ємами підключення кабелів.
Основний технічний параметр випрямляча - ВАХ (вольтамперная показник). Характеризує стійкість електродуги. ВАХ буває падаючої або жорсткою.
Випрямляч на падаючої характеристиці заснований на кремнієвому вентилі. Режим виставляється за допомогою зміни обмоток або плавним зміщенням магнітного шунта.
плюси
- збільшений ККД, менші втрати електроенергії;
- поліпшені показники динамічних властивостей;
- підвищена надійність, збільшений ресурс;
- простота конструкції і обслуговування;
- малошумність в процесі зварювання.
мінуси
- досить висока ціна в порівнянні з трансформатором;
- висока чутливість до перепадів напруги в електромережі.
Випрямляч проводиться для одного робочого місця або багатопостових. Доцільно використовувати для ручних операцій в промислових умовах. Втім, обладнання, зібране своїми руками, зможе знайти застосування в побутових цілях.
інвертор
Сучасне зварювальне обладнання - це інвертор. Є джерелом запалювання і живлення зварювальної електродуги. Найпопулярніший зварювальний апарат в XXI столітті.

Рис.3 Принципова схема зварювального інвертора
Зварювальне обладнання являє собою:
- первинний блок випрямляча;
- силовий трансформатор, що знижує показник стаціонарного напруги до рівня холостого ходу;
- блок напівпровідникових деталей: силові транзистори (інвертор), стабілізуючий дросель, що згладжує пульсації струму;
- високочастотний трансформатор;
- вторинний випрямляч для перекладу змінної компоненти в постійну;
- блоки стабілізації, регулювання та управління.
Переклад стаціонарного струму в зварювальний здійснюється:
- Напруга (220 V, 50 Hz) перетвориться в постійний струм на первинному випрямлячі.
- Інверторний блок (транзисторна група) трансформує ток в змінний з високою частотою (десятки кілогерц).
- Напруга за допомогою високочастотного трансформатора знижується з одночасним зростанням сили струму.
- Вторинний випрямляч перетворює змінну складову в постійну. Далі струм направляється на електрод.

Рис.4 Приклад внутрішньої компоновки інвертора, розташування на фасадній панелі ручок управління і клем
переваги інвертора
- Забезпечення високих показників стабільності електродуги.
- Незалежність від коливань напруги в електромережі.
- Можливість змінювати робочі показники струму в широкому діапазоні.
- Робота на змінному і постійному струмі будь-якими видами електродів з флюсового обмазкой.
- Мале освіту бризок розплавленого металу.
- З'єднання широкого переліку металів, в тому числі зі слабкою здатністю до зварювання: конструкційна сталь, чавун, кольорові метали і сплави (мідь, алюміній).
- Забезпечення роботи в режимах MMA (ручна дугова), TIG (не плавиться, в середовищі газів), MIG / MAG (плавиться в середовищі захисних газів).
До додаткових плюсів відносяться:
- Функція «HotStart» (гарячий старт). Спрощує запалювання дуги. Відсутня звичне залипання електрода, як у зварювального трансформатора.
- Функція «ArcForce» (буквально, форсаж дуги). Основне призначення - підтримка стабільності дуги при нештатних режимах.
Основні характеристики:
- Зварювальний струм. Визначає товщину оброблюваного матеріалу.
- Діаметр електрода. Показує на діапазон застосовуваних електродів.
- Стаціонарне напруга. Зварювальний апарат спроектований для експлуатації в одно- або трифазної мережі.
- Потужність. Впливає на товщину оброблюваного металу, продовжує ресурс обладнання при штатних режимах без перевантажень.
Інвертор застосовується для всіх видів ручного зварювання. Схема застосована в напівавтоматичних приладах, обладнанні, що працює в середовищі захисних газів. Агрегат - знахідка для початківців зварників. На ньому зручно осягати ази зварювальної науки.
напівавтомат
Напівавтоматичне зварювання - це застосування в якості електрода і присадочного металу дроту. Остання автоматично подається в зону електродуги.
Напівавтомати виконуються за принципом:
- трансформатора;
- випрямляча:
- інвертора.
Основна відмінність - блок подачі дроту в зону горіння і обладнання з газовим середовищем.

Рис.5 Загальний перелік вузлів, що застосовуються для напівавтоматичного зварювання
Для полуавтомата використовується сталева омедненная калиброванная дріт. Покриття забезпечує хороший електричний контакт і ковзання крізь мундштук власника.
Струм подається на струмопровідний мундштук. Електродуги плавить дріт. Забезпечення необхідної і постійної довжини дроту проводиться механізмом подачі. Газ подається через зварювальну пальник. Призначення газової компоненти - освіту захисного хмари, що відтинає вплив кисню повітря.
Напівавтомат може виробляти роботи без середовища захисних газів. Для цього застосовується спеціальний дріт з флюсом у вигляді порошку. Конструкція являє собою оболонку з власне зварювального дроту, всередині якої знаходиться захисний порошок.
переваги
- високі показники якості зварного шва;
- обробка матеріалів, які важко піддаються зварюванні;
- можливість роботи з тонким листовим металом (наприклад, автомобільний лист);
- майже повна відсутність чаду, мале розбризкування;
- допускається проводити роботи без попередньої обробки кромок оброблюваних напівфабрикатів;
- економічність - менша витрата металу (дроту), використання газу замість дорогого флюсу (електрода);
- підвищення продуктивності праці;
- спрощення процедури зварювальних операцій - відсутній ефект примерзання дроту до деталі після закінчення процесу.
недоліки
- наявність додаткового обладнання - механізму подачі дроту, газового обладнання;
- ускладнення при транспортуванні через громіздкість всього комплекту;
- необхідність захисту газового факела від вітру при роботі на відкритій місцевості;
- збільшення вартості обладнання.
В цілому, зварювання та зварювальне обладнання при напівавтоматичному процесі майже незамінні при роботах з тонкостінними виробами (автомобільна промисловість). Або при обробці хімічно активних (алюміній, титан) або важкозварювальних (чавун, високолеговані сталі і т.п.) матеріалів.
Точкова зварка
Точкова або контактне зварювання - технологічний процес з'єднання металевих виробів на малій локальної площі (точці).
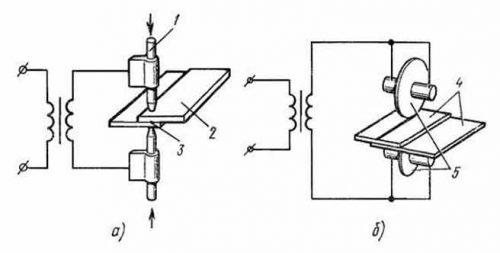
Мал. 6 Схема точкової (поз. «А») і роликового (поз. «Б») зварювання
Міцність зварного стику визначається:
- формами і розмірами електродів;
- величиною струму;
- часу процесу;
- сили стиснення електродів;
- станом поверхонь, що з'єднуються.
Принцип дії, конструкція
В основі процесу лежить принцип теплового впливу на стикуються вироби. Електроди притискаються до поверхні оброблюваних деталей. При подачі струму, останній проходить від електрода до електрода крізь напівфабрикат.
Метал електродів має високу електропровідність. У точці зварювання утворюється зона з підвищеним електричним опором - виділяється тепло і відбувається розплавлення з'єднується металу. Утворюється ядро шва розміром 4-10 мм.
Існує два режими точкового стику:
- М'який. Відрізняється збільшеним часом зварювання, поступовим нагріванням (до 3 секунд)
- Жорсткий. Характеризується підвищеними струмами, меншим часом обробки, значними зусиллями стиснення електродів.
Перший спосіб відрізняється:
- меншим навантаженням на мережу;
- застосуванням обладнання меншої потужності, відповідно, більш дешевого;
- зниження загальної площі гарту металу, що виникає при нагріванні;
- застосовується для обробки стали, схильною до гартівно процесам.
другий:
- підвищеною витратою електроенергії, навантаженням на мережу;
- споживанням потужності;
- посилене обладнання;
- використовується для робіт з алюмінієм, міддю, високолегованих сталей, виробів різної товщини.

Рис.7 Процес точкового зварювання

Рис.8 Кліщі для точкового зварювання
Параметри процесу задаються спочатку:
- діапазон зусиль стиснення і час прикладання тиску;
- час обробки струмом;
- сила струму.
Точкова контактне зварювання знайшла застосування для стикування виробів в електроніці (товщина деталі не менш 0.02мм), автомобільної промисловості, судно- і авіабудуванні тощо
Побутовий зварювальний апарат - це конструкція у вигляді кліщів.
Зварювальний агрегат (генератор)
Для робіт «в поле» при відсутності стаціонарної електричної мережі використовуються вироби, що поєднують кілька функцій:
- зварювальний апарат;
- генератор електрики.
Зварювальний агрегат складається:
- двигун внутрішнього згоряння (дизельний або бензиновий);
- паливний бак;
- генератор;
- зварювальний інвертор (трансформатор, випрямляч);
- блоки комутації, управління.

Рис.9 Загальний вигляд на генератор
Двигун створює крутний момент, що приводить в дію генератор. Останній виробляє електричний струм;
- перетворений в 220V для підключення інших споживачів електричної енергії (через розетку на корпусі);
- подається на зварювальне обладнання для вироблення необхідних параметрів для зварювальних робіт.
плюси
- повна незалежність від зовнішнього джерела живлення - електричної мережі;
- функція «2 в 1»: вироблення електроенергії для зварювального апарату та інших споживачів;
- економія фінансів - один агрегат коштує дешевше, ніж два окремо;
- пристрій займає менше місця, ніж два окремих.
Основна перевага - це використання в місцях з повною відсутністю електрики. Цей факт дуже важливий для вибору обладнання при проведенні ремонтних або будівельних робіт в польових умовах.
Газозварювальний комплект
Газове зварювання - створення тепла для розплавлення металу за допомогою згоряння пального газу в середовищі кисню. При високій температурі (700-3000 ° C) відбувається розплавлення присадочного дроту, оплавлення країв оброблюваних деталей. Створюється ванна розплавленого металу, при охолодженні утворює зварювальний шов.
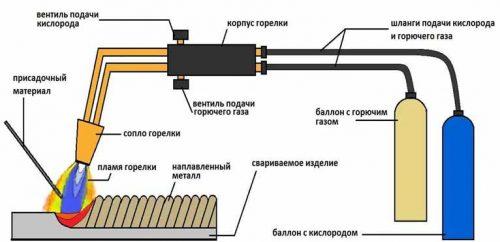
Рис.10 Схема газового зварювання
Область застосування:
- з'єднання сталі з товщиною до 5мм;
- сплавлення кольорових металів і сплавів;
- стикування елементів з інструментальної сталі, яка потребує плавного нагріву і повільного охолодження;
- зварювання чавуну - особливість хімічної структури і властивості самого матеріалу.
переваги
- простота технологічного процесу;
- доступність енергетичного носія (газу) і окислювача (повітря, кисень);
- відсутня необхідність в сторонньому джерелі енергії - процес спалювання є тепловиділяючою операцією;
- легкий контроль за параметрами зварювального процесу - часом нагріву, тепловим потоком, швидкістю різання і зварювання.
недоліки
- мала швидкість прогрівання зони зварювання;
- через широкого розсіювання газового факела значно збільшується зона нагріву деталі;
- відсутня можливість звуження факела - відбувається нераціональне використання теплового потоку;
- зі збільшенням товщини металу падає продуктивність праці - час витрачається на розігрів зони обробки;
- економічний ефект нижче в порівнянні з електродуговим з'єднанням;
- неможливість автоматизації процесу.

Мал. 11 Типове газове обладнання для зварювання та різання металу
Купувати таке обладнання для вирішення власних побутових завдань доцільно при поєднанні з наданням сторонніх послуг газового зварювання. В іншому випадку воно буде просто припадати пилом на складі.
Вибір зварювального апарату
Вибір зварювального апарату, купівля обладнання - відповідальний крок. Крім фінансових витрат, необхідно:
- організувати робоче місце (при стаціонарному використанні);
- обладнати зону для зберігання обладнання;
- вибрати і купити пристосування для зварювання;
- вивчити пристрій зварювального апарату, оволодіти навичками роботи;
- потурбуватися технікою безпеки - зварювальні матеріали та обладнання відносяться до пристроїв з підвищеним ризиком.
На вибір вплинуть умови застосування обладнання. У місцевості з відсутністю електрики застосовні зварювальний агрегат або газове обладнання. На користь генератора - вироблення електроенергії для інших споживачів: освітлення, електроінструмент, побутова плитка для приготування їжі і т.п.
Інший варіант - оснащення електромережею в 220 або 380V. Невеликі апарати в 220V виконають широке коло завдань при будівництві власного будинку. Використання напруги 380V значно розширює можливості обладнання. Дозволить застосовувати обладнання для вирішення домашніх проблем і в малому бізнесі.
Вибираючи, який зварювальний апарат краще, ви повинні пам'ятати загальні критерії:
- Економічна доцільність покупки. Необхідно оцінити окупність витрат. Цілком можливо, що орендувати апарат або запросити фахівця виявиться вигідніше.
- Напруга в електромережі. Устаткування підбирається відповідно до забезпечення електроенергією: в одно- або трифазному виконанні.
- Типи зварювальних апаратів. Агрегат вибирається виходячи з навичок володіння тим чи іншим видом устаткування, видів робіт, фінансових можливостей.
- Сила струму. Визначає товщину оброблюваного металу і діаметр електрода. З ростом показників збільшується товщина і діаметр.
- Економічність. Інвертор істотно менше споживає електроенергії в процесі експлуатації.
- Умови експлуатації. Перевага за трансформатором, здатним працювати в безперервному режимі в польових умовах.
- Ремонтопридатність. Трансформатор і випрямляч простіше відремонтувати в силу простоти конструкції. Немає проблем з пошуком запчастин.
- Маса. Інвертор легше інших електроапаратів в 2-3 рази.
- Ціна. Ланцюжок виглядає (по зростанню): трансформатор → випрямляч → інвертор.
Досвідчений майстер сам зможе визначитися з необхідним обладнанням. Для початківця електрозварника порекомендуємо:
- Інвертор;
- максимальний струм 160-200А;
- напруга живлення 220В;
- можливість застосовувати електроди Ø 1.6-4мм;
- виконує всі види швів в ручному режимі дугового зварювання.
Який зварювальний апарат краще визначить тільки сам споживач. Якщо у вас виникло бажання поділитися своїми знаннями і досвідом роботи на сварочніка, інформацію можна залишити в блоці «контакти» нашого сайту.


