


Наши партнеры ArtmMisto
Що таке блок циліндрів, які функції він виконує і як виготовляється?
Блок циліндрів (блок двигуна) є основною і базовою деталлю двигуна внутрішнього згоряння, на нього припадає основна частина навантаження і в ньому розміщуються основні вузли і механізми. Тому до блоку циліндрів пред'являють жорсткі вимоги, його виробляють з матеріалів високої якості і обробляють на спеціальних високоточних верстатах. В основному блоки циліндрів виконують з перлітного сірого чавуну з невеликими добавками легуючих елементів, але останнім часом їх часто можна зустріти з алюмінію і навіть магнію. З чавуну, в основному, виготовляють блоки для вантажних автомобілів і тракторної техніки, а з алюмінію - для легкових і спортивних автомобілів. На високофорсованих спортивних двигунах з турбонаддувом в даний час стали виконувати блоки з комбінованих матеріалів, внутрішня частина яких відлита з алюмінію, а зовнішня (де розташовується сорочка охолодження) - з магнію.
Алюмінієві і комбіновані блоки дозволяють домогтися серйозного зниження ваги всього двигуна і автомобіля в цілому, що є великим плюсом для спортивних автомобілів. За рахунок складної конструкції лабіринтового типу з величезною кількістю прихованих порожнин блоки циліндрів відливають під високим тиском. Саме високий тиск дозволяє отримати правильну форму, запобігти утворенню неоднорідності і повітряних порожнин в «тіло» металу.
Блоки циліндрів, які виготовляють з комбінованого металу, отримують більш складним способом - спочатку відливають середню частину під високим тиском з алюмінію високої чистоти, і тільки після цього зовнішню частину з магнію. Технологія виготовлення блоків з комбінованих (Малюнок №1) металів дуже складна і відповідальна, саме тому таку конструкцію застосовують тільки на дуже дорогих автомобілях і, як правило, несерійного виробництва, де зниження ваги двигуна виправдано. Однак чавунні блоки витримують більш високі навантаження, вони стійкіші до перегрівів і мають меншу теплоємність. Теплоємність чавуну дозволяє швидше прогрітися двигуну до робочої температури, що дозволить скоротити час роботи ДВС під час прогріву при експлуатації в зимовий період. Не варто забувати, що і теплопровідність чавуну набагато нижче (приблизно в 4 рази) алюмінію, через що система охолодження в таких двигунах працює в більш складних умовах.
При виготовленні блоку циліндрів враховують спосіб монтажу гільз циліндрів (малюнок №3). Гільзи циліндрів виготовляють з високих сортів стали. Гільзи циліндрів бувають або знімні, або влиті (вмонтовані в блок), в даний час найчастіше використовують влиті гільзи. Влиті гільзи встановлюють в форму ще до утворення самого блоку циліндрів, який відливають разом з гільзами за рахунок чого відбувається дифузія одного металу в інший. Такий спосіб виготовлення блоку циліндрів знижує витрати на виробництво ДВС, але також знижує і ремонтопридатність двигуна в цілому. У разі поломки внаслідок природного зносу або інших чинників, замінити гільзу не представляється можливим, і блок утилізується цілком. Знімні гільзи можуть бути як «мокрим», так і «сухими». «Мокра» гільза стикається з охолоджувальною рідиною, а «суха» встановлюється в додаткову внутрішню втулку і не стикається з рідиною. Також в алюмінієвих двигунах перших серій існувала гостра проблема у використанні технології установки гільзи, так, якщо гільзу вливали або встановлювали «суху», то через деякий час гільза розклепують блок циліндрів за рахунок різних лінійних коливань внаслідок впливу температур. Через це було віддано перевагу «плаваючим» «мокрим» гільзам. З початку 1980-х років почали застосовувати технологію запрессовки тонкостінної гільзи, оточеній алюмінієм, в блок циліндрів. Але у такого способу є багато недоліків.
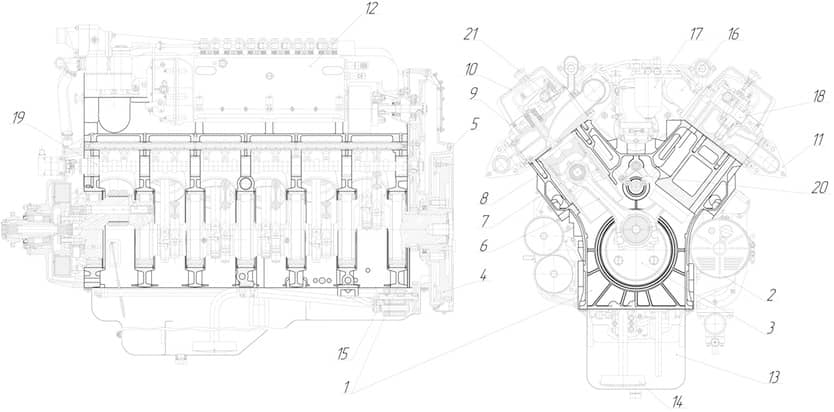
Малюнок №2 - Короткий опис пристрою двигуна ЯМЗ 240 (жирним показаний блок циліндрів)
1. блок циліндрів, 2. стартер, 3. вал колінчастий, 4. маховик, 5. кожух маховика, 6. шатун, 7. циліндр, 8. поршень, 9. головка блоку циліндрів, 10. Крашка клапанна, 11. колектор випускний , 12. паливний насос високого тиску, 13. піддон картера, 14. маслозаборнік, 15. масляну насос, 16. колектор впускний, 17. фільтр тонкого очищення палива, 18. форсунка високого тиску, 19. вал розподільний, 20. штовхач, 21 . коромисло.
Сорочка системи охолодження виконує дуже важливу роль в блоці циліндрів ДВС - вона надає доступ охолоджуючої рідини до нагрітих деталей циліндро-поршневої групи. Сорочка охолодження являє собою порожнечі у внутрішніх порожнинах блоку і проектується таким чином, щоб охолоджуюча рідина змогла ефективно і рівномірно відводити тепло від нагрітих деталей.
Також в блоці циліндрів розташовані канали для подачі змащувальну рідини (моторного масла), до всіх поверхонь, що труться. Найчастіше такі канали виготовляють в готової литві, а непотрібні виходи закривають пробками.
У блоці циліндрів розташовуються всі основні вузли двигуна внутрішнього згоряння: колінчастий вал, поршні, приводний механізм ГРМ, піддон і т.д. Їх відносне положення дуже важливо витримувати в межах допуску, зазначеного на кресленні. Недотримання цих вимог призводить до шлюбу або до різкого зниження ресурсу роботи ДВС. При виготовленні та обробці блоку циліндрів дуже важливо дотримуватися допуски на перпендикулярність осей циліндрів і осі колінчастого вала. Саме тому при обробці блоку циліндрів важливе значення має правильний вибір і підготовка баз, які забезпечують сталість установки деталей щодо інструментів і робочих органів верстата на всіх операціях. Найбільш часто в якості настановних баз при обробці блоків застосовують площині досить великої протяжності і два отвори, розташовані на найбільшій відстані. У блоків найчастіше в якості настановних баз вибирають площині роз'єму або площині лап і отворів для кріплення, а в якості чорновий бази - отвори під гільзи циліндрів і гнізда підшипників.
Гнізда для установки кришок корінних підшипників зазвичай обробляють набором фрез з подальшою обробкою збірної протяжкой на спеціальних протяжних верстатах і звичайних горизонтальних протяжних верстатах, оснащених пристроями для закріплення деталі та напрямки протягання.
Торцеві поверхні великих блоків обробляють на горизонтально-розточувальних верстатах.
Площині кришок циліндрів (головок) блоків великих двигунів, особливо в тих випадках, коли поверхні деталей мають виступи або виїмки, обробляють на карусельних верстатах. Площині невеликих блоків обробляють на поздовжньо-шліфувальних протяжних верстатах.
Обробка основних отворів проводиться на універсальних горизонтально-розточувальних і радіально-свердлильних верстатах по розмітці.
Розточування глухих отворів ведеться борштанг, консольно закріпленими в шпинделі верстата. При обробці наскрізних отворів, а також для забезпечення правильного розташування і точності отворів, верстати оснащують пристроями, в яких розточувальні Борштанги направляються нерухомими або обертовими втулками.
У великосерійному виробництві розточування отворів під гільзи в великих блоках виробляють на пристроях, розміщених на столі горизонтально-розточувального верстата з постійними жорстко закріпленими опорами борштанг і установкою блоку на постійні базові поверхні. У великосерійному виробництві при обробці отворів під гільзи в блоках середніх і малих розмірів широко застосовуються вертикальні і багатошпиндельні верстати. На цих верстатах деталь встановлюється на нижню порожнину і контрольні отвори, а Борштанги з набором різців обертаються в верхніх і нижніх направляючих втулках. Одночасно з розточуванням отворів під гільзи проводиться підрізання буртиков, на які спирається гільза. Ці буртики повинні бути точно оброблені по висоті і строго перпендикулярні осі отворів під гільзи, так як це визначає розміри камери стиснення і надійність ущільнення стику блоку з головками циліндрів.
Автор статті: Євген Олександрович
Що таке блок циліндрів, які функції він виконує і як виготовляється?

