


Наши партнеры ArtmMisto
При капітальному ремонті двигуна, в якому у верхній голівці шатуна використовуються підшипники ковзання - бронзові втулки, часто виявляється підвищений зазор у сполученні цієї втулки і пальця, зазор виникає після певного пробігу. Від цього при роботі двигуна виникає неприємний стук, який з кожним пройденим кілометром тільки посилюється. Природно при ремонті мотора, від такої неприємності потрібно позбавлятися. Але все не так просто як здається, особливо з вітчизняними двигунами, і з-за такої маленької деталі можуть виникнути великі проблеми з поршневий групою. Як уникнути цих проблем, і як правильно провести ремонт і за допомогою чого, читаємо далі.
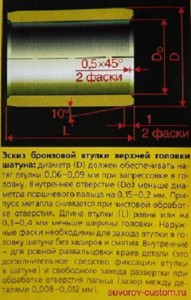
Перший варіант: якщо зазор не дуже великий, то втулку розвертають розгортку певного діаметру (відповідного діаметру, що залежить від діаметра ремонтного пальця), щоб прибрати овал, який виник від нерівномірної вироблення отвори у втулці, а потім встановлюють палець збільшеного діаметру (ремонтного розміру), і в результаті отримують отвір у втулці ідеального круглого перетину і діаметра трохи більшого, ніж діаметр ремонтного пальця. Наскільки більше цей діаметр (зазор між пальцем і втулкою), можна точно дізнатися в мануалі конкретного (вашого) двигуна.
Другий більш складний варіант: якщо ж діаметр виробленого овалу у втулці набагато більше, ніж самий товстий ремонтний палець (з найбільшим діаметром, який знайдете), тобто покладеного допуску робочого зазору, після обробки овального отвору у втулці, ви не досягнете, то втулку верхньої головки шатуна треба випрессовать з головки і запресувати нову. Нову втулку знову ж потрібно розгорнути розгорткою певного діаметра, який залежить від діаметра ремонтного пальця.
Якою має бути якісна втулка.
Тобто у всіх випадках (в двох варіантах) потрібно використовувати розгортку, але ось найвідповідальніший момент в цьому здавалося б не складній справі, багато хто не враховують, а даремно. Який момент? Та всього лише абсолютна паралельних отвори верхньої головки шатуна і отвори в нижній головці шатуна, на яку багато хто не звертають уваги при ремонті. Тобто просто розгорнули отвір розгорткою, а під яким кутом пройшов інструмент, і під яким кутом виходить розгорнуте отвір, щодо отвори нижньої головки шатуна, багатьом не важливо, а даремно.
 Якщо виникне не паралельно цих двох отворів, то поршень вашого двигуна після складання, буде працювати з перекосом, і спідниця поршня буде зношуватися нерівномірно (не всієї поверхнею, а тільки з одного боку) і дуже швидко, так як площа тертя не полная (маленька) . Саме від цього і виникне стукіт поршня об стінку гільзи циліндра, і виникає цей стукіт після декількох невдалих спроб ремонту досить швидко. Багато водіїв дорікають цю неприємність, і грішать на нібито низьку якість запчастин. Але насправді, просто ремонт зроблений не якісно, тобто не дотримана паралельність отворів в обох голівках шатуна (нижньої і верхньої).
Якщо виникне не паралельно цих двох отворів, то поршень вашого двигуна після складання, буде працювати з перекосом, і спідниця поршня буде зношуватися нерівномірно (не всієї поверхнею, а тільки з одного боку) і дуже швидко, так як площа тертя не полная (маленька) . Саме від цього і виникне стукіт поршня об стінку гільзи циліндра, і виникає цей стукіт після декількох невдалих спроб ремонту досить швидко. Багато водіїв дорікають цю неприємність, і грішать на нібито низьку якість запчастин. Але насправді, просто ремонт зроблений не якісно, тобто не дотримана паралельність отворів в обох голівках шатуна (нижньої і верхньої).
Кондуктор і його виготовлення.
Щоб при розгортанні розгортку, отвір вийшло правильним, слід виготовити нескладний кондуктор, який допоможе правильно розгорнути отвір в бронзовій втулці. Для його виготовлення потрібно шматок товстостінній трубки, з внутрішнім діаметром трохи меншим, ніж отвір в бронзовій втулці, а так само буде потрібно пара пластин листового металу, товщиною приблизно 8 - 10 мм. Трубу бажано відрізати на маятникової пилки, яка дозволить зробити відріз строго під 90 градусів, або відрізати на токарному верстаті. Далі гарненько притискаємо трубку до пластині струбциной (щоб не повело при зварюванні), і приварюють трубку до пластини (дивимося малюнок зліва). Ну і щоб повністю бути спокійним за те, що площина яка буде притиснута до головцішатуна і трубка (отвір в трубці), мають абсолютну перпендикулярність (під 90 градусів один до одного), слід за одну установку в патроні токарного верстата, проточити зовнішню площину пластини , і розточити отвір в трубці, і домогтися трохи більшого діаметра (на пару соток) отвори в трубці, ніж діаметр розгортки яку ви будете використовувати.
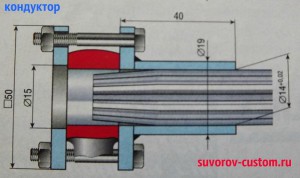
Всі діаметри на цьому малюнку відповідають діаметру бронзової втулки 14 мм.
Чи залишиться вирізати ще одну пластину, яка буде притискатися за допомогою болтів з іншого боку верхньої головки шатуна. У цій пластині слід зробити отвір на міліметр більше, ніж діаметр використовуваної вами розгортки. Ну і також слід просвердлити співвісні отвори під стяжні болти (див. Рисунок ліворуч). При роботі обидві пластини потрібно стягнути болтами, але не сильно, а так, щоб кондуктор міг рухатися по площині верхньої головки шатуна від зусилля руки, або від щільного натискання вашим пальцем. Тепер залишається встановити і піджати болтами кондуктор навпаки отвори в бронзовій втулці, і можна починати розгортання цього отвору розгортку. Точність обробки буде відмінна.
Але все не так просто як здається.
Вищеописаний мною спосіб обробки отвору верхньої головки шатуна, буде дуже корисний тим двигунів, у яких шатун як і повинно бути в принципі у нормального імпортного виробника - ідеально рівний, і отвори обох головок шатуна строго паралельні (які шатуни і їх втулки бувають, як його правильно доопрацювати та багато іншого можна дізнатися тут ). На наших же заводах, наприклад шатуни двигунів мотоциклів ІЖ, виготовляють інакше, і спосіб ремонту за допомогою кондуктора, описаного мною вище, може не підійти. Поясню чому.
Коли шатун іжевського мотора виготовляють на заводі, то сталь з якої його зробили, не проходить термічну обробку для зміцнення шатуна, поки в ньому не зроблять обидва отвори - у верхній голівці і в нижній головці. Термичка поки не використовується, так як отвори легше зробити в сирому металі, напевно на заводі економлять на якісних твердосплавних інструментах. Отвори в обох голівках шатуна вони роблять правильно, тобто до цього моменту вони строго паралельні. Але після того як отвори зроблені, шатуни направляються в термічний цех для гарту і зміцнення деталі (деталь нагрівають, а потім різко охолоджують). Ось тут і починається найцікавіше. Після термічної обробки, шатун від нагрівання і різкого охолодження згинається, і отвори в його голівках з цього моменту вже не паралельні.
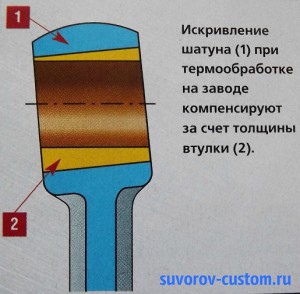 Як виходить завод Іжмаш з такого становища? Паралельність верхньої і нижньої головки шатуна відновлюють на заводі використовуючи товщину бронзової втулки, тобто за допомогою розгортання бронзової втулки, але вже розгортка встановлюється за допомогою заводського пристосування, яке дозволяє розгорнути отвір у верхній головці строго паралельно нижній. Втулка виходить з товщиною стінок різної, на різних ділянках по периметру деталі (дивіться малюнок зліва).
Як виходить завод Іжмаш з такого становища? Паралельність верхньої і нижньої головки шатуна відновлюють на заводі використовуючи товщину бронзової втулки, тобто за допомогою розгортання бронзової втулки, але вже розгортка встановлюється за допомогою заводського пристосування, яке дозволяє розгорнути отвір у верхній головці строго паралельно нижній. Втулка виходить з товщиною стінок різної, на різних ділянках по периметру деталі (дивіться малюнок зліва).
Прикол в тому, що багато мотоциклісти, які ремонтують вітчизняні двигуни, не знають цього нюансу, і розгорнувши отвір навіть за допомогою кондуктора, дивуються, що після ремонту їх двигун швидко починає стукати з подвоєною силою. Що в такому випадку всі кажуть - природно винні нібито низькоякісні деталі. Насправді все досить просто: завод економить на технології та якісному обробному інструменті, багато хто цього не знають і проводять ремонт не правильно, а в підсумку винуватий завжди знайдеться - це або ремонтник, якому ви довірили свій мотор, але він не знає цього приколу, або винен постачальник нібито неякісних запчастин. Погодьтеся - звучить неправдоподібно: ви купуєте новий вітчизняний мотоцикл, а шатун або шатуни вашого нового двигуна криві (поведённие). Такий прикол може бути тільки в нашому рідній батьківщині, на наших заводах, тобто на нашій вітчизняній техніці, тут нема чому дивуватися.
Нові мотоцикли їздять начебто нормально, так як обидві втулки шатуна паралельні і начебто без стуку, поки втулка не зноситься від природного зносу. Після цього, справа підходить до ремонту і ось тут вже починаються проблеми, які я описав вище. Так як же все таки зробити якісний ремонт верхньої втулки на заводському кривому шатуне? (сам вираз заводський кривої шатун якщо чесно мене бісить, але це сувора дійсність вітчизняного мотопрому). Щоб правильно розгорнути нову бронзову втулку в кривому шатуне, є три варіанти, два з яких можна використовувати ..
Перший варіант - це домогтися того, щоб обидва отвори і верхньої головки (без бронзової втулки) і нижньої головки шатуна стали паралельні. Це досягається рихтуванням шатуна на плиті, і перевіркою паралельності обох отворів за допомогою пристосувань, показаних на нижніх малюнках. І краще для рихтування шатуна використовувати не ударну техніку (мідний молоток), а вирівнювання шатуна за допомогою гідравлічного преса (тиснемо на шатун вставивши між ним і пресом алюмінієву болванку). Після рихтування шатуна, і відновлення паралельності отворів обох головок шатуна, можна буде використовувати кондуктор для розгортки, описаний вище в цій статті.
Другий варіант - Це не Випрессовиваемие заводську зношену бронзову втулку з верхньої головки шатуна, а просто відновити її отвір за допомогою твердого покриття МС 2000, про який можете почитати ось в цієї статті . Ресурс такої відновленої втулки буде більше ніж у нової, і поршневого пальця теж. Єдиний нюанс який слід врахувати, так це те, що при обробці твердого покриття і підгонки отвори під поршневий палець, слід знову ж домогтися паралельності поршневого пальця і пальця клонували. Це не так то просто, адже для цього потрібно буде постійно перевіряти паралельність обох отворів і пальців знаходяться в них, за допомогою пристосувань, показаних на нижніх малюнках.
Ну і третій самий трудомісткий варіант - це виготовлення пристосування, яке дозволить закріпити розгортку, строго паралельно отвору в нижній головці шатуна. Для цього потрібно виточити циліндричний валик-оправлення (оправлення 5 - дивіться на малюнку внизу), який щільно (з мінімальним зазором) увійде в отвір нижньої головки шатуна, на інший кінець цього валика щільно одягається ще один ідеально рівний шатун, і отвір верхньої головки цього шатуна буде використовуватися як направляє отвір для розгортки (вийде вже дві точки опори для розгортки - обробляється і підтримуюча опора - втулка). Причому раджу в отвір верхньої головки допоміжного шатуна, щільно вставити трубку або втулку довжиною приблизно 50 - 70 мм. Це дозволить збільшити площу прилягання розгортки, яка буде всередині цієї трубки (зазор знову ж пару соток) і дозволить точніше використовувати пристосування.
Який варіант використовувати, вибирайте самі, але я думаю все одно варто яким ні-будь скористатися, адже краще зробити правильний ремонт один раз, і забути про нього тисяч на 50, ніж через кожні пару тисяч заново розбирати мотор.
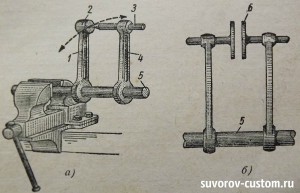
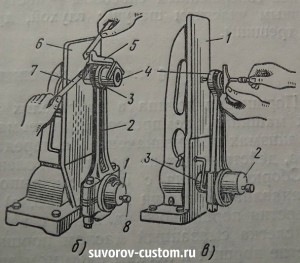
Пояснення до нижнього малюнку (б), який знаходиться праворуч. На цьому малюнку (малюнок б справа внизу) показано пристосування для перевірки прямолінійності шатунів. Для цього шатун 2 верхньою головкою 3 встановлюють на контрольний палець 4, а нижньою головкою на палець 1 контрольної плити 6. Потім встановлюють на палець верхньої головки контрольну призму 5 і підводять його так, щоб штифти призми торкалися поверхні плити 6. І якщо шатун прямолінійний, то все три штифта призми 5 стосуватимуться плити 6. Якщо якийсь штифт або два штифта призми 5 не стосуватиметься плити 6, то шатун кривої, і на скільки кривої можна визначити за допомогою щупа 7, вставленого в зазор між штифтом і плитою 6. У нормального шатуна, який м ожно допускати до роботи, зазор не повинен перевищувати 0,05 мм.
Якщо шатун має подвійний вигин, який зазначеним вище способом виявити не можна, то його можна перевірити способом, показаним на малюнку (в) (теж справа внизу). Потрібно затиснути шатун на пальці 2, якщо палець меншого діаметру, ніж отвір нижньої головки (як на малюнку). Якщо ж шатун щільно одягнеться на виточений вами палець, то затискати його немає необхідності. Потім на контрольній плиті висунути обмежувач 3 до упору його в торець нижньої головки шатуна, і затиснути головку. Потім заміривши мікрометричним глибиноміром 4 (глибиномір можна подивитися тут ) Відстань від торця верхньої головки до площини плити, потім знімаємо шатун з пальця і розгортаємо його на 180 градусів, і знову одягаємо на палець, впершись в обмежувач - виробляємо другий завмер глибиноміром. Різниця чисел у вимірах покаже кривизну шатуна.
У висновку хочу порадити тим людям, які не хочуть морочитися з ремонтом, а просто хочуть купити новий колінвал (кривошип) для свого двигуна і просто замінити їм застукали колінвал. Зараз у продажу дуже багато лівака, особливо для вітчизняної техніки. І щоб не купити бракований колінвал, дуже раджу прочитати ось цю статтю. Вона допоможе вам при покупці відрізнити лівак від якісного виробу. Удачі всім!
Перевірка паралельності обох головок шатуна, а також ця перевірка дозволяє перевірити на вигин (а) і на скручування (б).
1 - допоміжний шатун; 2 - циліндр щільно вставлений в верхню головку; 3 - гострий стрижень; 4 - перевіряється шатун; 5 - циліндрична оправлення; 6 - оправлення у вигляді грибків.
Перевірка паралельності обох головок шатуна і його прямолінійності
Мал. б. 1 - циліндр оправлення; 2 - шатун; 3 - верхня головка; 3 - обмежувач; 4 - поршневий палець; 5 - перевірочна призма; 6 - контрольна плита; 7 - щуп; 8 -вінт;
Як виходить завод Іжмаш з такого становища?
Так як же все таки зробити якісний ремонт верхньої втулки на заводському кривому шатуне?


