


Наши партнеры ArtmMisto
Сварн про е з'єдн е ня, ділянка конструкції або виробу, на якому зварюванням з'єднані між собою складові їх елементи, виконані з однорідного або різнорідних матеріалів.
Класифікація С. с. і швів. По взаємному розташуванню елементів, що з'єднуються розрізняють стикові, таврові, нахлесточноє і кутові С. с. Кожне з них має специфічні ознаки в залежності від обраного способу зварювання - дугового (рис. 1), електрошлакового (рис. 2), контактної (рис. 3) і ін. Ділянка С. с., Що безпосередньо зв'язує зварювані елементи, називаються зварним швом . Шви всіх типів розрізняють: по техніці накладення - виконані «напроход», від середини до кінців, обратноступенчатим способом; по положенню в просторі при зварюванні - вертикальні, горизонтальні, нижні, стельові; по техніці освіти перетини - одношарові і багатошарові і т. д. Основні види С. с., конструктивні елементи кромок і швів, граничні відхилення та раціональні діапазони товщини елементів, що сполучаються для швів всіх типів регламентовані державними стандартами і галузевими нормалями.
Характеристика С. с. Для С. с. властива сукупність зон, що утворюються в матеріалі сполучених зварюванням елементів. Зони відрізняються від основних матеріалів і між собою за хімічним складом, структурою, фізичним і механічним властивостям, мікро- і макронапряжённості. До С. с., Виконаному зваркою плавленням, відносять зони (рис. 4, а) матеріалу шва (зварний шов), сплаву, термічного впливу, прилеглого основного матеріалу, що зберігає свої властивості і структуру. С. с., Виконане зварюванням тиском, зон матеріалу шва і сплаву не має і складається (рис. 4, б) із зони з'єднання, в якій утворилися міжатомні зв'язку з'єднаних елементів, зони механічного впливу, зони прилеглого основного матеріалу. У зварному шві матеріал являє собою сплав, утворений переплавленими основними матеріалами і додатковими електродним і присадним матеріалами або тільки переплавленими основними матеріалами. У зоні термічного впливу основний матеріал не зазнає розплавлення, але на окремих ділянках в результаті впливу нагріву та охолодження по-різному змінює властивості і структуру. У найбільш загальному випадку зварювання плавленням низьковуглецевої сталі зона термічного впливу С. с. складається з ділянок, показаних на рис. 5. Ділянка перегріву I примикає безпосередньо до зони сплаву. Матеріал на цій ділянці перегріву нагрівається вище 1100 ° С і набуває грубозернистої структури, що обумовлює зниження його в'язкості. На ділянці перекристалізації (нормалізації) II матеріал нагрівається в інтервалі температур від 900 до 1100 ° С, що викликає значне подрібнення зерна і підвищення в'язкості. На ділянці часткової перекристалізації III метал нагрівається в інтервалі температур від 700 до 900 ° С і характеризується нерівномірністю структури або частковим подрібненням зерна. На ділянці рекристалізації IV при нагріванні матеріалу від 500 ° С до температури, відповідної критичній точці A 1, спостерігається зниження міцності, в деяких випадках - зменшення пластичності. На ділянці старіння V при нагріванні від 100 до 500 ° С матеріал не має видимих змін структури, але відрізняється від початкового основного матеріалу зниженою в'язкістю, найбільш різко вираженою в інтервалі 100-300 ° С. Ширина зони термічного впливу при зварюванні стали залежить від способу зварювання, технологічного процесу, теплового режиму зварювання, теплофізичних властивостей основного металу.
Властивості С. с. Якість С. с. визначається їх працездатністю, опірністю крихким і втомним руйнуванням. Працездатність С. с. характеризується комплексною сукупністю властивостей чергуються зон - прошарків, що відрізняються від основного матеріалу і між собою властивостями міцності. Прошарку з більш високими властивостями міцності умовно називають твердими, а суміжні з ними прошарки з нижчими показниками міцності властивостями - м'якими. Залежно від властивостей основного матеріалу, зварювальних матеріалів , Способу і режиму зварювання і термообробки, а також температурно-швидкісних умов навантаження м'якими прошарками можуть бути зварний шов, зона сплаву, разупрочнённий ділянку зони термічного впливу, проміжні вставки інших (різнорідних з основним) матеріалів. М'які прошарку - локалізатори деформацій: при вельми малої відносної товщині вони не знижують несучу здатність С. с., При порівняно великій товщині їх властивості обмежують несучу здатність С. с. При розрахунку, проектуванні і виготовленні зварних конструкцій враховують ступінь впливу напружено-деформаційного стану на працездатність С. с., Точність їх розмірів і форми, а також на стабільність цих якостей при експлуатації. При цьому розрізняють зону пластичних деформацій, зону пружних деформацій, власні залишкові напруги (розтягують і стискають). Епюри, на яких показані тимчасові і залишкові подовжні деформації і напруги в стиковому з'єднанні пластини з вуглецевої сталі, представлені на рис. 6.
Опірність С. с. крихким і втомним руйнуванням залежить від властивостей матеріалу і наявності в них концентраторів напружень та деформацій. Концентратори бувають конструктивного походження (ділянка різкої зміни перетину С. с., Наприклад перехід від шва до основного металу в тавровому і нахлесточного з'єднання), технологічного походження (неплавное переходи з вхідними кутами в місці посилення шва, непровари, несплавлення і підрізи), фізико хімічного походження (пори, шлакові включення, тріщини в швах і зоні термічного впливу).
Утворенню С. с. супроводжує термопластический процес деформування основного матеріалу, який найбільш яскраво виражений для сталевих зварних з'єднань. Цей процес обумовлює поява крихкості на деяких ділянках зони термічного впливу. Найбільш крихким стає метал унаслідок старіння, викликаного в процесі деформування металу при температурах 150-300 ° С. На цих ділянках С. с. мають обмежену опірність крихким руйнуванням.
Освіта С. с. супроводжується зменшенням розмірів елементів, що з'єднуються в поздовжньому і поперечному напрямках, т. е. поздовжньої і поперечної усадкою, що враховується при проектуванні і виготовленні виробів.
Принципи розрахунку С. с. В СРСР застосовують два методи розрахунку С. с. на міцність при статичному навантаженні: за граничним станом (в будівельних конструкціях) і по напрузі, що допускається (у машинобудуванні). Для С. с. з сталей різної міцності розрахункові опори на розтягування R pcв, стиск R ccв, зріз в стикових швах R cpcв, зріз в кутових швах R yсв, а також допустимі напруження на розтягування і стиснення [sсв] і зріз [tсв] встановлені галузевими правилами та нормами проектування конструкцій. Розрахунок на втому С. с. машинобудівних металоконструкцій виконується згідно із загальноприйнятими методами розрахунку на втому деталей машин. Вплив низьких температур на працездатність з'єднання може бути враховане при проектуванні і виготовленні С. с. вибором основних і зварювальних матеріалів, конструктивних і технологічних рішень, методів контролю якості матеріалів і т. п. У розрахунках С. с. на міцність при статичному навантаженні вплив концентраторів напружень і температури для звичайних вуглецевих і низьколегованих сталей не враховують. У розрахунках С. с. на міцність від утоми вплив концентраторів і залишкової напруги враховують при встановленні допустимих напружень. С. с. прогонових будов мостів і сталевих конструкцій промислових споруд розраховують на витривалість по граничному стані.
Літ. : Миколаїв Г. А., зварні конструкції, 3 вид., М., 1962; Окерблом Н. О., Конструктивно-технологічне проектування зварних конструкцій, М. - Л., 1964; Миколаїв Г. А., Куркін С. А., Винокуров В. А., Розрахунок, проектування та виготовлення зварних конструкцій, М., 1971; Труфяков В. І., Втома зварних з'єднань, К., 1973.
А. А. Казимиров.

Рис. 1. Види зварних з'єднань і типи швів при дугового зварювання: а - стикове; б - Таврове; в, г, д - нахлесточноє; е - кутове; 1 - стикового шов; 2 - кутовий шов таврового з'єднання; 3 - фланговий кутовий шов нахлесточного з'єднання; 4 - лобовий кутовий шов нахлесточного з'єднання; 5 - електро-заклепувальний шов нахлесточного з'єднання; 6 - шов кутового з'єднання.

Рис. 5. Схеми зони термічного впливу: I - ділянка перегріву; II - ділянка перекристалізації (нормалізації); III - ділянка часткової перекристалізації; IV - ділянка рекристалізації; V - ділянку старіння; 1 - метал шва; 2 - зона сплаву.

Рис. 6. Тимчасові і залишкові подовжні деформації і напруги в стиковому з'єднанні пластини з вуглецевої сталі: а - пластина; б - епюра тимчасових деформацій при Eмакс. <EТ; в - епюра тимчасових деформацій при Eмакс. > EТ; г - епюра залишкових деформацій Eост; д - епюра залишкових напружень s т; 1 - зона пластичних деформацій стиснення; 2 - зона пружних деформацій; 3 і 4 - розтягують і стискають напруги і деформацій.
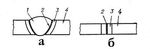
Рис. 4. Зварне з'єднання: 1 - зварні шви; 2 - зона сплаву (а) або з'єднання при зварюванні тиском (б); 3 - зона термічного впливу; 4 - прилеглий основний матеріал.

Рис. 2. Види зварних з'єднань і типи швів при електрошлакового зварювання: а - стикове; б - Таврове; в - кутова; 1 - стикового шов; 2 - кутовий шов; 3 - шов кутового з'єднання.

Рис. 3. Види зварних з'єднань і типи швів при контактному зварюванні: а - стикове при зварці опором; б - стикове при зварці плавленням; в - нахлесточноє, виконане однорядним точковим швом; г - нахлесточноє, виконане багаторядним точковим швом; д - нахлесточноє, виконане однорядним роликовим швом.


