


- Види саморобних трансформаторів для зварювання
- Трансформатор для дугового зварювання
- Трансформатор для точкового зварювання
- Напруга мережі і кількість фаз
- Номінальний зварювальний струм трансформатора
- Межі регулювання зварювального струму
- Діаметр електрода
- Номінальна робоча напруга
- Номінальний режим роботи
- Потужність споживана і вихідна
- Напруга холостого ходу
- Розрахунок трансформатора для зварювання
- Монтаж зварювального трансформатора
Наши партнеры ArtmMisto
Сьогодні важко собі уявити зведення і створення різних металевих конструкцій без застосування зварювальних трансформаторів. Висока надійність з'єднань конструкцій і простота виконання робіт дозволила зварювального апарата міцно зайняти своє місце в арсеналі будь-якого будівельника. Придбати такий трансформатор можна в будь-якому будівельному магазині. Але не завжди заводська модель може відповідати певним вимогам і вимогам. Тому багато хто намагається зробити трансформатор для зварювання самостійно. Виготовлення саморобного зварювального трансформатора проходить в кілька етапів, починаючи з розрахунків і закінчуючи монтажем.
- Види саморобних трансформаторів для зварювання
- Характеристики зварювальних трансформаторів
- Схема зварювального трансформатора
- Розрахунок трансформатора для зварювання
- Монтаж зварювального трансформатора
Для розуміння всього процесу виготовлення трансформатора для зварювання своїми руками необхідно розібратися в принципі його роботи, який полягає в перетворенні напруги 220 Вольт в більш низьку напругу до 80 Вольт. При цьому сила струму зростає з 1,5 Ампер до 160 - 200 Ампер, а в промислових до 1000 Ампер. Ця залежність для зварювального трансформатора ще називається понижувальної вольтамперної характеристикою і є однією з основоположних характеристик апарату. Саме на підставі цієї залежності побудована вся конструкція зварювального трансформатора і виконуються всі необхідні розрахунки, а також створені різні моделі зварювальних апаратів.
Види саморобних трансформаторів для зварювання
З моменту відкриття явища електричної дуги і створення першого зварювального апарату пройшло більше двохсот років. Протягом усього цього часу зварювальний трансформатор і способи зварювання удосконалювалися. На сьогоднішній день можна побачити кілька різних конструкцій зварювальних апаратів, різної складності і принципу дії. Серед них найбільш популярними для виготовлення своїми руками є зварювальний трансформатор для контактного зварювання і для дугового.
Трансформатор для дугового зварювання

Найбільшого поширення серед народних умільців отримали трансформатори дугового зварювання. Причин такої популярності кілька. По-перше, проста і надійна конструкція апарату. По-друге, широкий діапазон застосування. По-третє, простота і мобільність. Але крім описаних вище переваг, ручна дугова зварка має ряд недоліків, серед яких основними є низький ККД і залежність якості зварювального шва від навику зварника.
Ручна дугова зварка найчастіше широко застосовується для різних ремонтно-будівельних робіт, виготовлення металевих конструкцій і частин конструкцій, зварювання труб. За допомогою дугового зварювання можлива як різання, так і зварювання металу різної товщини.
![]()
Конструкція таких трансформаторів досить проста. Апарат складається з самого трансформатора, регулятора сили струму, держателя для електродів і затиску маси. Окремо варто виділити центральний елемент - трансформатор. Його конструкція може бути декількох видів, але найбільш популярними є саморобні зварювальні трансформатори з тороїдальним і П-образним магнитопроводом. Навколо муздрамтеатру розташовані дві обмотки мідного або алюмінієвого дроту - первинна і вторинна. Залежно від робочих характеристик змінюється товщина дроту на обмотках, а також кількість витків.
Трансформатор для точкового зварювання

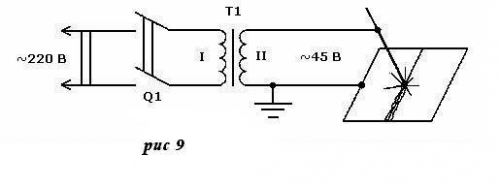
Цей вид зварювання ще називають контактної, і зварювальні трансформатори контактного зварювання дещо відрізняється від апаратів дугового зварювання. Ключова відмінність полягає в способі зварювання. Так якщо при дугового зварювання плавлення відбувається за допомогою електричної дуги, що виникає між електродом і зварюваної поверхнею, то в контактному зварюванні виконується точковий нагрів місця зварювання електрикою за допомогою двох заточених мідних електродів і впливом високого тиску для з'єднання. В результаті метал заготовок в точці впливу розплавляється і зливається.
Точкове зварювання знайшла широке застосування в автомобільній промисловості, в будівництві при створенні каркаса з арматури для ЖБ конструкцій, зварювання тонких листів з алюмінію, нержавіючої сталі, міді та інших металів, які потребують спеціальних умов для зварювання.
![]()
Конструкція трансформаторів для точкового зварювання також має певні відмінності. По-перше, це стосується відсутності наплавляються електродів. Замість цього використовуються загострені мідні контакти, між якими розташовуються зварювані елементи. По-друге, трансформатори в таких апаратах менш потужні і виконані з П-образним сердечником. По-третє, контактні апарати мають в своїй конструкції набір конденсаторів, що для дугового зварювання зовсім необов'язково.
Але в незалежності від того, чи плануєте Ви робити трансформатор дугового зварювання або контактної, необхідно знати їх робочі характеристики. І розуміти, за що відповідає кожна з них і як можна змінити ту чи іншу характеристику.
Характеристики зварювальних трансформаторів
Роботу зварювального трансформатора визначають його робочі характеристики. Знаючи і розуміючи, за що відповідає та чи інша характеристика, можна без особливих проблем виконати розрахунок зварювального трансформатора і зібрати апарат своїми руками.
Напруга мережі і кількість фаз
Ця характеристика вказує на напругу мережі, від якої буде запитан зварювальний трансформатор. Найчастіше саморобні зварювальні трансформатори розраховані на напругу в 220 В, але іноді це може бути і 380 В. При виконанні розрахунків і створення схеми цей параметр є одним з основних.
Номінальний зварювальний струм трансформатора
Ця характеристика є основною для будь-якого зварювального трансформатора. Від величини номінального зварювального струму залежить можливість зварювання і різання металевої заготовки. У саморобних і побутових зварювальних трансформаторах значення номінального струму не перевищує 200 А. Але цього цілком достатньо, тим більше, що чим вище цей показник, тим вище вага самого трансформатора. Наприклад в промислових зварювальних трансформаторах зварювальний струм може досягати 1000 А, а вага у таких апаратів буде більше 300 кг.
Межі регулювання зварювального струму
При зварюванні металу різної товщини необхідна певна сила струму інакше метал не розплавиться. Для цього в конструкції зварювальних трансформаторів передбачений регулятор. Найчастіше межі регулювання встановлюються виходячи з потреби використання електродів певного діаметру. Для саморобних зварювальних апаратів дугового зварювання межі регулювання коливаються від 50 А до 200 А. Для зварювальних трансформаторів контактного зварювання межі регулювання починаються від 800 А до 1000 А і більше.
Діаметр електрода
Щоб зварити метал різної товщини, використовуючи один і той же апарат дугового зварювання, доводиться регулювати номінальний зварювальний струм, а також використовувати електроди різного діаметру. Необхідно чітко розуміти, що для зварювання тонкими електродами потрібна низька сила струму, а для більш товстих - навпаки, велика. Теж саме стосується і товщини металу. У наведеній нижче таблиці вказані зведені дані за діаметрами використовуваних електродів в залежності від товщини металу і сили струму трансформатора.
Важливо! Для трансформаторів контактного зварювання діаметр електродів також важливий. Але при цьому використовуються два параметри - діаметр самого електрода і діаметр його конусоподібної частини.
Номінальна робоча напруга
Як ми вже знаємо, зварювальний трансформатор працює на пониження вхідного напруги до більш низького значення. Напруги на виході називається номінальним і не перевищує 80 Вольт. Для зварювальних трансформаторів дугового зварювання діапазон номінальної напруги знаходиться в межах 30 - 70 Вольт. Причому ця характеристика не регульована і задається спочатку. Трансформатори для точкового зварювання, на відміну від дугових, мають ще більш низьке номінальну напругу порядку 1,5 - 2 Вольта. Такі показники є цілком закономірними, враховуючи зв'язок між напругою і силою струму. Чим вище повинна бути сила струму, тим менше напруга.
Номінальний режим роботи
Ця робоча характеристика є однією з ключових. Номінальний режим роботи вказує на те, скільки часу можна працювати безперервно і скільки необхідно давати йому охолонути. У саморобних зварювальних трансформаторів номінальний режим знаходиться в межах 30%. Тобто з 10 хвилин 3 можна варити безперервно і 7 хвилин залишати на відпочинок.
Потужність споживана і вихідна
По суті ці два показника мало на що впливають. Але знаючи обидва цих показника, можна розрахувати ККД зварювального трансформатора. Чим менше різниця між споживаної і вихідною потужністю, тим краще. Необхідно відзначити, що при виконанні розрахунків значення споживаної потужності необхідно знати і враховувати.
Напруга холостого ходу
Цей показник важливий для дугових зварювальних трансформаторів. Він відповідає за появу дуги. Чим вище цей показник, тим легше можна викликати зварювальну дугу. Але напруга холостого ходу обмежена правилами безпеки і не повинна перевищувати 80 Вольт.
Схема зварювального трансформатора
Створюючи трансформатор для зварювання своїми руками, не обійтися без його принципової схеми. По суті особливих складнощів в цьому немає, тим більше що пристрій самого трансформатора досить просте. На наведеній нижче схемі зображено найпростіший дугового зварювальний трансформатор.
Важливо! Тим, хто погано розбирається або зовсім не розбирається в електричних схемах, слід спочатку ознайомитися з ГОСТ 21.614 «Зображення умовні графічні електрообладнання і проводок в оригіналі». І лише потім переходити до створення схеми для зварювального трансформатора.
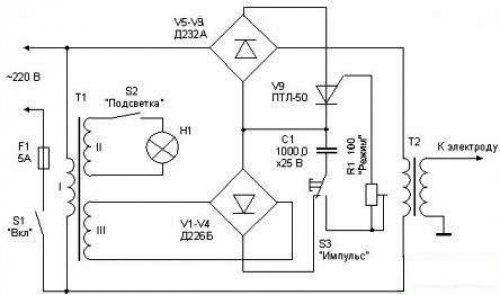
З розвитком електротехніки та технологій схема зварювального трансформатора удосконалювалася. Сьогодні в саморобних апаратах для зварювання можна побачити діодні мости і різні регулятори сили зварювального струму. На наведеній нижче схемі дугового зварювального трансформатора видно, як інтегрований в неї діодний міст.
![]()
Важливо! Найбільшу популярність серед саморобних дугових зварювальних трансформаторів має тороидальний. Такий апарат має прекрасні робочими характеристиками, які на порядок вище, ніж у трансформаторів з П-образним сердечником. Це стосується в першу чергу високого ККД і номінальною сили струму, що вигідно позначається на загальній вазі апарату.
На відміну від описаних вище, схема трансформатора для точкового зварювання більш складна і може включати в себе конденсатори, тиристори й діоди. Таке наповнення дозволяє більш тонко регулювати силу струму, а також час контактного зварювання. Приблизну схему трансформатора для контактного зварювання можна побачити нижче.
Окрім наведених схем зварювальних апаратів існують і інші. Знайти їх не складе особливих труднощів. Вони розміщені як в мережі інтернет, так і в різних журналах і книгах про електротехніку. Обзавівшись найбільш сподобалася схемою, можна приступати до розрахунків і збірці зварювального трансформатора.
Розрахунок трансформатора для зварювання
Як вже було описано, трансформатор складається з сердечника і двох обмоток. Саме ці елементи конструкції відповідають за основні робочі характеристики трансформатора для зварювання. Знаючи заздалегідь, якими мають бути номінальна сила струму, напруга на первинній та вторинній обмотках, а також інші параметри, виконується розрахунок для обмоток, сердечника і перетину дроту.
При виконанні розрахунків трансформатора для зварювання за основу беруться такі дані:
- напруга первинної обмотки U1. По суті, це напруга мережі, від якої буде працювати трансформатор. Може бути 220 В або 380 В;
- номінальну напругу вторинної обмотки U2. Напруга електрики, яке повинно бути після зниження вхідного і не перевищує 80 В. Потрібно для збудження дуги;
- номінальна сила струму вторинної обмотки I. Цей параметр вибирається з розрахунку, якими електродами буде вестися зварювання і який максимальної товщини метал можна буде зварити;
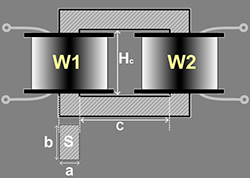
- площа перетину сердечника Sс. Від площі сердечника залежить надійність роботи апарату. Оптимальною вважається площа перетину від 45 до 55 см2;
- площа вікна So. Площа вікна сердечника вибирається з розрахунку хорошого магнітного розсіювання, відведення надлишку тепла і зручності намотування дроту. Оптимальними вважаються параметри від 80 до 110 см2;
- щільність струму в обмотці (A / мм2). Це досить важливий параметр, який відповідає за електропотері в обмотках трансформатора. Для саморобних зварювальних трансформаторів цей показник становить 2,5 - 3 А.
Як приклад розрахунків візьмемо такі параметри для зварювального трансформатора: напруга мережі U1 = 220 В, напруга вторинної обмотки U2 = 60 В, номінальна сила струму 180 А, площа перетину сердечника Sс = 45 см2, площа вікна So = 100 см2, щільність струму в обмотці 3 А.
Перше, що необхідно розрахувати, це потужність самого трансформатора:
P = 1,5 * Sс * So = 1,5 * 45 * 100 = 6750 Вт або 6,75 кВт.
Важливо! У цій формулі коефіцієнт 1,5 застосуємо для трансформаторів з сердечником типу П, Ш. Для тороїдальних трансформаторів цей коефіцієнт дорівнює 1,9, а для сердечників типу ПЛ, ШЛ 1,7.
Далі виконуємо розрахунок кількості витків для кожної з обмоток. Для цього спочатку розраховуємо кількість витків на 1 В за формулою K = 50 / Sс = 50/45 = 1,11 витка на кожен споживаний Вольт.
Важливо! Також як і в першій формулі, коефіцієнт 50 використаний для трансформаторів з сердечником типу П, Ш. Для тороїдальних трансформаторів він буде дорівнює 35, а для сердечників типу ПЛ, ШЛ 40.
Тепер виконуємо розрахунок максимальної сили струму на первинній обмотці за формулою: Imax = P / U = 6750/220 = 30,7 А. Залишилося на підставі отриманих даних виконати розрахунок витків.
Для розрахунку витоків використовуємо формулу Wх = Uх * K. Для вторинної обмотки це буде W2 = U2 * K = 60 * 1,11 = 67 витків. Для первинної розрахунок виконаємо трохи пізніше, так як там застосовується інша формула. Досить часто, особливо для тороїдальних трансформаторів, виконується розрахунок ступенів регулювання сили струму. Це робиться для виведення проводу на певному витку. Виконується розрахунок за такою формулою: W1ст = (220 * W2) / Uст.
де:
Uст - вихідна напруга вторинної обмотки.
W2 - витки вторинної обмотки.
W1ст - витки первинної обмотки певному щаблі.
Але спочатку необхідно розрахувати напругу кожного ступеня Uст. Для цього скористаємося формулою U = P / I. Наприклад нам необхідно зробити чотири ступені з регулюванням на 90 А, 100 А, 130 А і 160 А для нашого трансформатора потужністю 6750 Вт. Підставивши дані в формулу, отримаємо U1ст1 = 75 В, U1ст2 = 67,5 В, U1ст3 = 52 В, U1ст4 = 42,2 В.
Отримані значення підставляємо в форму розрахунку витоків для ступенів регулювання і отримуємо W1ст1 = 197 витків, W1ст2 = 219 витків, W1ст3 = 284 витка, W1ст4 = 350 витків. Додавши до максимального значення отриманих витків для 4-го ступеня ще 5%, отримаємо реальну кількість витків - 385 витків.
Наостанок розраховуємо перетин дроту на первинній та вторинній обмотках. Для цього ділимо максимальний струм для кожної обмотки на щільність струму. В результаті отримаємо Sперв = 11 мм 2 і Sвтор = 60 мм 2.
Важливо! Розрахунок трансформатора контактного зварювання виконується аналогічним чином. Але є ряд істотних відмінностей. Справа в тому, що номінальна сила струму вторинної обмотки для таких трансформаторів порядку 2000 - 5000 А для малопотужних і до 150000 А для потужних. На додаток для таких трансформаторів регулювання робиться до 8 ступенів з використанням конденсаторів і діодного моста.
Монтаж зварювального трансформатора
Маючи на руках всі розрахунки і схему, можна приступати до складання трансформатора. Всі роботи будуть не стільки складними, скільки кропіткими, так як доведеться рахувати кількість витків і не збиватися з рахунку. Незважаючи на те, що найбільшою популярністю серед саморобних апаратів користується тороидальний трансформатор для зварювання, розглянемо монтаж на прикладі трансформатора з П-образним сердечником. Цей тип трансформаторів дещо простіше в збірці на відміну від тороїдального і другий за популярністю серед саморобок.

Роботи починаємо зі створення каркасів для обмоток. Для цього використовуємо текстолітові пластини. Цей матеріал застосовується для створення штампованих плат. З пластин вирізаємо деталі для двох коробів. Кожен короб буде складатися з двох верхніх кришок з прорізами для чотирьох стінок. Площа внутрішніх прорізів буде відповідати площі перетину сердечника з невеликим збільшенням для стінок короба. Приклад того, як повинні виглядати частини короба, можна побачити на фото.
Зібравши каркаси для обмоток, ізолюємо їх термостійкої ізоляцією. Після чого починаємо мотати обмотки.

![]()
Провід для обмоток бажано брати з термостійкої скляною ізоляцією. Це, звичайно, буде трохи дорожче в порівнянні зі звичайною проводкою, але в результат не буде головного болю щодо можливого перегріву і пробою в обмотках. Після того як намотали один шар проводки, ізолюємо його і тільки після цього починаємо мотати наступний. Не забуваємо робити відводи на певному числі мотків. На завершення створення обмоток наметовому шар верхньої ізоляції. На кінцях відводів закріплюємо мідні болти.
Важливо! Перш ніж встановити і закріпити болти на кінцях проводів, простягаємо останні крізь додаткові отвори, прорізані у верхній пластині каркаса з текстоліту.
![]()
![]()
Тепер пріступаємо до складання и шіхтованію муздрамтеатру зварювального трансформатора. Для него вікорістовується залізо, створене спеціально для цього. Метал має певні показатели магнітної індукції, и не підходяща марка может все зіпсуваті. Металеві пластини для сердечника можна зняти зі старих трансформаторів або купити окремо. Самі пластини мають товщину близько 1 мм, і збірка всього сердечника зажадає лише терплячого з'єднання всіх пластин в єдине ціле. По завершенню слід перевірити всі обмотки тестером на предмет помилок.
![]()
По завершенню збирання трансформатора робимо діодний міст і встановлюємо регулятор сили струму. Для діодного моста використовуємо діоди типу В200 або KBPC5010. Кожен діод розрахований на 50 А, тому для зварювального трансформатора з номінальною силою струму в 180 А потрібно 4 таких діода. Всі діоди закріплюються до алюмінієвого радіатора і підключаються паралельно з дроселем відводів з обмоток. Залишилося лише зібрати корпус і помістити туди зварювальний трансформатор.
![]()
Хороший зварювальний трансформатор своїми руками може не вийти з першого разу. Причин тому безліч, починаючи з помилок в розрахунках і закінчуючи відсутністю досвіду складання і монтажу електрообладнання. Але все приходить з досвідом, і один-два рази перемотавши обмотки трансформатора, можна отримати бажаний результат.


