


- Трохи теорії і технології
- Хонингование стосовно до деталей двигуна внутрішнього згоряння
- Про практичне вплив параметрів хонингования або руйнування міфу, про "дзеркальну", абсолютно гладкій...
Наши партнеры ArtmMisto
Не так давно шукав в Яндексі (не вважайте за рекламу) картинки і наткнувся на давно забутий "дринохон". Вирішив заглянути на сайт, де була розміщена фотка. Ось, що там було викладено:
... Перед складанням двигуна в обов'язковому порядку проводиться хонингование дзеркал циліндрів з метою досягнення правильної посадки на них поршневих кілець, що забезпечує належну герметичність камер згоряння ...
... Випускаються два типи хонів для обробки дзеркал циліндрів: хон типу "пляшковий йоржик" і, більш традиційний, поверхневий хон у вигляді насадки з пружними точильні камені. Обидва інструменти забезпечують необхідну якість обробки дзеркал циліндрів, хоча використання першого для недосвідченого механіка краще. Буде потрібно також достатня кількість дрантя, спеціального хонінговочного або просто рідкого машинного масла, а також електродриль як привід для хонінговочних насадок. Дійте в такому порядку ....

Дринохон як він є і в дії
Далі описана процедура гаражного хонингования. Невже і зараз хтось виробляє відновлення циліндрів подібними методами. Я думав, що до подібних текстів вже давно приписали щось типу "застарілий метод, зараз так ніхто не робить". Текст як водиться розмножений на багатьох сайтах (такий собі мережевий бекап колективного розуму) і хтось вважатиме, що цей метод цілком сучасний. Однак ж, технології давно пішли вперед і тепер дорожче буде знайти дринохон, ніж зробити хон на відповідному верстаті. Перевага "дринохона" тільки в тому, що подряпати циліндр можна не знімаючи блок з автомобіля. Фактично так можна тільки "освіжити", але не зробити нормальний хон в зношеному циліндрі. Повірте.
Трохи теорії і технології
Хонингование - (від англ. Honing, від hone - хонінговано, буквально - точити). Вид абразивної обробки матеріалів із застосуванням хонинговальних головок (хонів). В основному застосовується для обробки внутрішніх циліндричних отворів шляхом поєднання обертального і поступально-зворотного руху хона із закріпленими на ньому розсувними абразивними брусками з рясним зрошенням оброблюваної поверхні мастильно-охолоджувальної рідиною. Хоча також зустрічається і зовнішнє хонінгування, але виконується така операція на спеціалізованих верстатах. Зовнішнє хонингование застосовується на деталях великої довжини, обробка яких в звичайних металообробних верстатах не представляється можливим. Наприклад, штоки Гідротормоз артилерійських знарядь. Хонингование зовнішніх поверхонь може здійснюється на модернізованих (шліфувальних, горизонтально-розточувальних) верстатах. Хонінговано можна деталі як з чорних матеріалів (стали і чавуни), так і з кольорових (латуні, бронзи, алюмінієві цинкові і магнієві сплави).
Хонингование стосовно до деталей двигуна внутрішнього згоряння
При ремонті двигуна, як це було сказано раніше, хонингуется в основній своїй масі внутрішні циліндричні поверхні - отвори. Це втулки верхньої головки шатуна, отвори нижньої головки шатуна, втулки коромисел приводу клапанного механізму, ліжку колінчастого вала і звичайно ж циліндри двигуна.
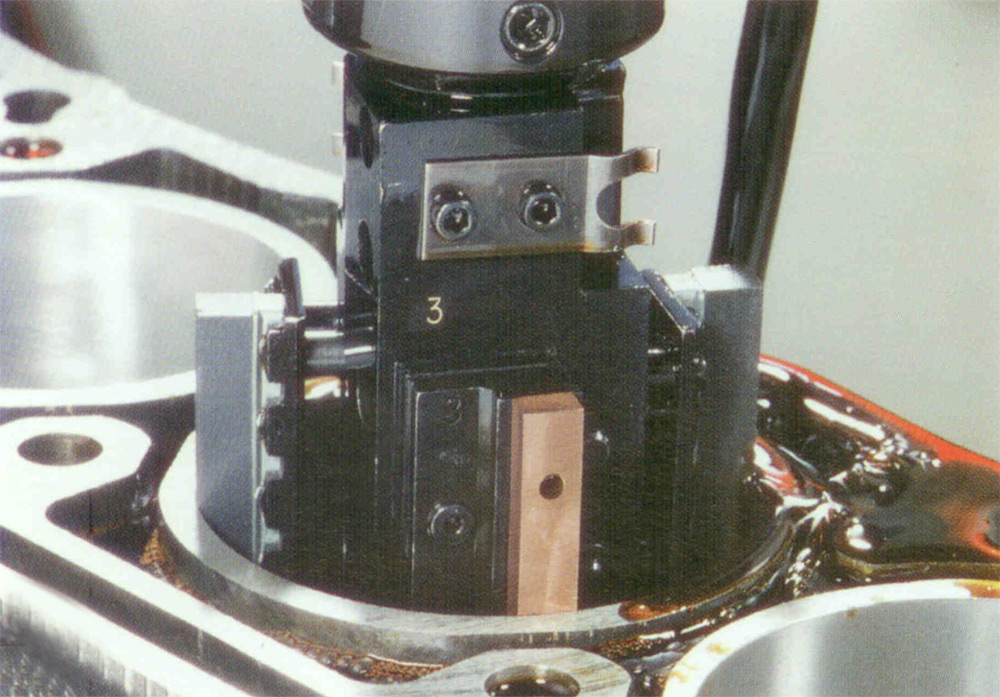
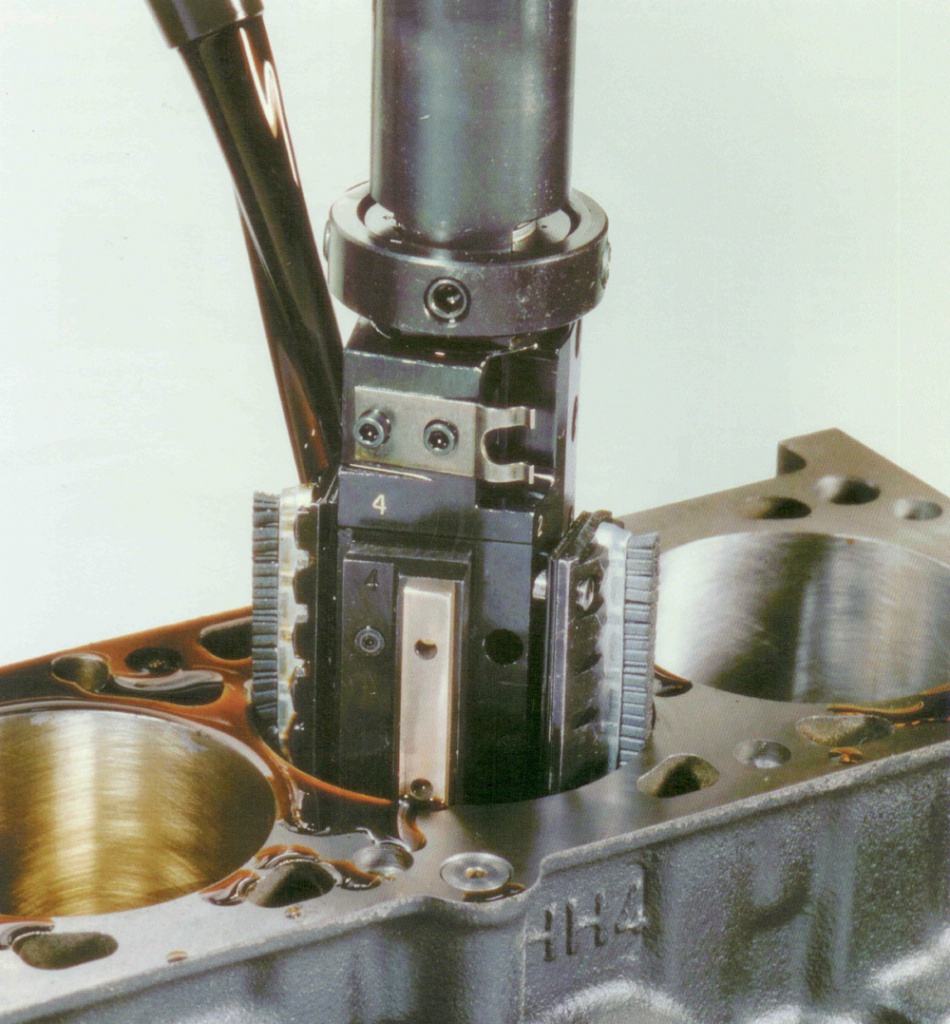
Хонголовка з хонбрускамі в циліндрі
Якщо вважати, що циліндри - це серце мотора, то знання про хонинговании, властивості одержуваної поверхні і методах її отримання - це кардіологія.
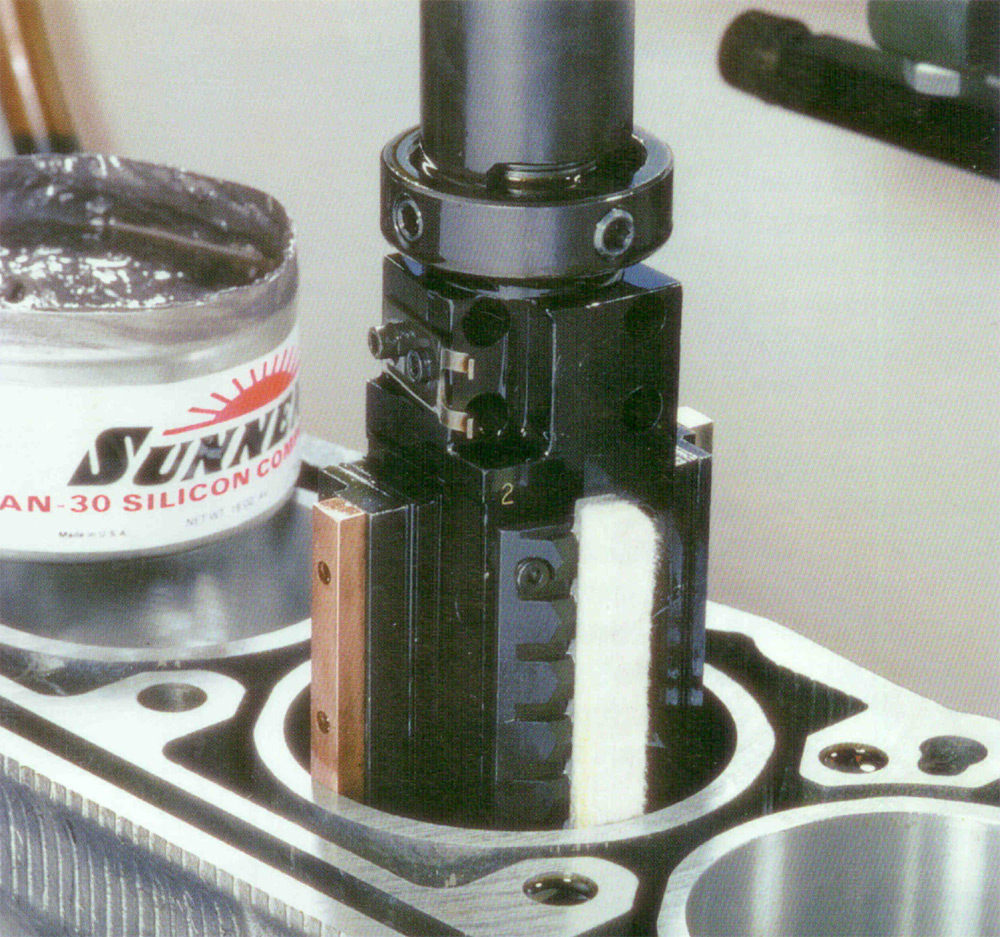
Для нормальної роботи поршневих кілець (кардіологічний аналог кожен може собі придумати сам) на стінці циліндра необхідно забезпечити певний мікропрофіль поверхні - сукупність пересічних рисок. Глибина і взаємне розташування цих рисок в значній мірі визначає такі експлуатаційні параметри як компресія, потужність, витрата масла, витрата палива, знос циліндро-поршневої групи і ресурс двигуна. Нанесення цих рисок якраз і відбувається при роботі хонинговальной головки з встановленими в неї брусками по поверхні циліндра. Одночасне обертання інструменту і його зворотно поступальні рухи (це Вам не туди-сюди дринохоном :) визначає кут взаємного перетину рисок на поверхні циліндра - кут хонингования. Вид застосовуваного абразиву, його зернистість і зв'язка визначає шорсткість поверхні циліндра, глибину і розмір рисок. Відповідно не складно здогадатися, що слід розрізняти чорнове і чистове хонингование, а отже і застосовуються при хонинговании бруски. "Законодавець моди" в даному питанні - фірма KOLBENSCHMIDT (KS) - дає чіткі рекомендації щодо виконання даної операції. Тому я вирішив не ловити в цеху момент для зйомки процесу хонінгування і навіть не пішов на склад за брусками. Я просто відсканував картинки з буклету KS. Так ось, рекомендації поширюються на застосування абразивних і мастильних матеріалів, налаштування обладнання, припуски на обробку і найголовніше - методи контролю якості виконаної роботи. Для контролю шорсткості німці застосовують тестер Hommel з можливістю виведення на друк діаграми мікропрофілю і параметрів шорсткості в оціночних одиницях. Для контролю кута хонингования - застосовується спеціальна плівка-шаблон. На фото вона прикладена до стінки циліндра.
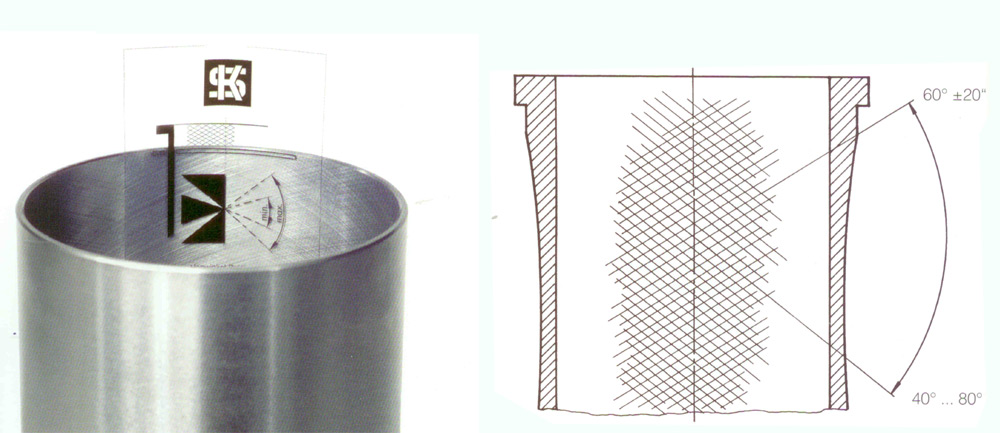
Плівка-шаблон для перевірки ліній хона і наочний малюнок самих ліній з рекомендацій KS
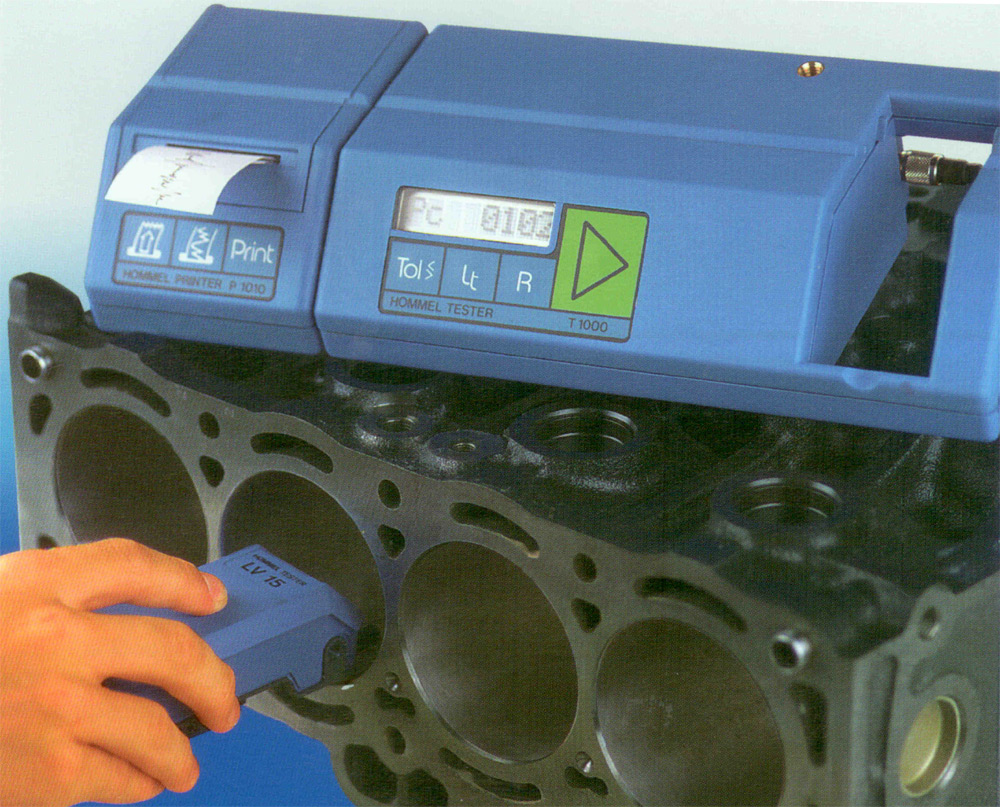
Прилад для контролю шорсткості Hommel
Про практичне вплив параметрів хонингования або руйнування міфу, про "дзеркальну", абсолютно гладкій поверхні циліндра
Для надійного утримання масла на поверхні циліндра (навіщо власне і затіяна вся ця вращательно-поступальна "метушня"), стінка останнього повинна мати певну шорсткість абсолютно гладка стінка не здатна утримати на собі масло, в кількості необхідній для нормальної змащення кілець. З абсолютно гладкою, дзеркальною, поверхні масло буде зніматися майже повністю, масло, що залишилося буде згоряти, а нового масла, необхідного для нормальної змащення надходити не буде. Таким чином будуть формуватися умови для сухого тертя, яке викликає підвищений знос. Поверхня, що володіє високою шорсткістю, здатна значно краще затримувати на собі масло і відповідно сприймати більш високі механічні навантаження. Низька шорсткість утримує масло трохи гірше. Більший кут хонингования впливає на витрату масла (угар), але в цьому випадку менше проявляється хвилястість поверхні циліндра. Маленький кут впливає на зниження витрати масла. Ось такі закономірності. Тому потрібно підбір режимів хонингования і застосовуваних матеріалів, які і забезпечують необхідний результат.
Груба поверхня (глибокі ризики - висока шорсткість) виходять після застосування крупно зернистого абразиву, на першій стадії чорнового хонингования. Тут застосовують алмазні бруски на мідній основі. Хонингование ведеться з надлишком МОР. Для винесення із зони різання продуктів зносу, як матеріалу циліндра, так і матеріалу бруска. Отримана після чорнового алмазного хонингования поверхню непридатна для роботи по ній кілець, поршня та й роботи взагалі. У деяких випадках діамантове (силове) хонингование служить заміною розточення циліндра, з тією лише різницею, що процес хонингования більш продуктивний і легше піддається автоматизації.
На другій стадії отримана поверхня обробляється більш дрібнозернистим абразивом, але не чистовим. При цьому формується новий мікропрофіль поверхні. На даному етапі застосовують абразивні матеріали з розміром зерна 1/150 мм.
Остаточне хонінгування ведеться матеріалами з зерном від 1/300 - 1/500 мм, до досягнення остаточного розміруциліндра.
Фінішна операція при хонинговании - хонінговое щітки. При цій операції не відбувається зміна розміру циліндра (отвори) отриманого при чистовому хонинговании. При цій операції отриманий мікропрофіль повністю очищається від залишків хонинговального абразиву, оголюються графітові зерна (для чавунних циліндрів), що впливає на зниження тертя, а отже на механічні втрати і знос. При Крацювання використовують спеціальні щітки, з нейлонових ниток з додаванням кристалів кремнію.
Щітки для крацевания
Використовуючи обладнання для хонингования можна проводити також нанесення аніфрікціонних покриттів на стінки циліндрів, обробляти циліндри алюмінієвих блоків (правда не всіх) і виконувати плосковершінних хонингование. Дані операції принципово не відрізняються від звичайного хонингования. Для їх проведення необхідні спеціальні матеріали і хонінгувальні бруски.
Спеціальні хонінгувальні бруски
Застосовується хонингование загартованих зубчастих коліс хонинговальной головкою у формі косозубого долбяка знаходиться в зачепленні з оброблюваним колесом і що здійснює одночасно обертальний і коливальний руху. Н це вже екзотика:
PS З початку 2011 року охочі можуть сходить на екскурсію по цеху механобработкі в техцентрі "Дзержинський". Записатися можна по електронній пошті . Вам покажуть і
розкажуть в тому числі і про хонинговании. Бутерброби і термос брати не обов'язково - обіцяємо нагодувати.


