


Наши партнеры ArtmMisto
▌Станок
Для гравіювання плати потрібен фрезерний верстат ЧПУ. Кудаж без нього. У мене тут якийсь китаєць без роду і племені. З робочим столом 200 на 200мм і 12мм валами.

Варто на ньому такої ж безрідний колекторний шпиндель на 350Вт, що дає близько 15000 обертів. Досить мало, треба сказати. Добре б від 30 000, а краще 50-100 тисяч.

Управляється все найпростішої хустки опторозв'язок на LPT порт.

Через MACH3, на який натягнутий скрінсет від Михайла Юрова. Нагуглівается на кожному розі.

Без нього інтерфейс MACH3 нічого крім блювотних позивів не викликає зазвичай. Вирвіглазная дичину. Особливо з незвички.

Про сам верстат, його конструкцію, настройку і роботу якщо кому то буде цікаво я розповім іншим разом. Там немає нічого складного, все робиться інтуїтивно і дубово.
▌фрези

Основний інструмент який нам потрібен - це гравірувальний штихель. Ось така ось конічна фреза. Чим гостріше тим краще. Ходові розміри вістря в 0.1мм (якщо хочете забацать що то рівня LQFP і з дорогами в 0.3мм) і 0.2мм для більших корпусів на кшталт SOIC і широких, під 0.5мм, доріжок. Також не помешат такого ж плану фреза, але з ріжучої кромкою 1 або навіть 1.5мм - стане в нагоді якщо доведеться не просто гравірувати ізоляцію контурів, а потрібно буде зносити цілі полігони.

Також потрібні будуть свердла. У мене три розміри використовується. 0.4..0.6мм для перехідних отворів. 0.8 ... 1мм для звичайних TH компонентів і 3 мм для кріпильних отворів під всякі потенціометри, енкодери, кріпильні отвори в плату і так далі. Щоб було зручніше, я тримаю інструмент відразу в цанзі-гайки. Так як правило не завжди вдається підібрати все під одну цангу. А дістати цангу з гайки, особливо якщо це цанга маленького розміру, буває складно. Тому простіше мати штук п'ять гайок і цанг під всі випадки життя. І тримати їх такими ось наборами.

Для обрізки плати використовується фреза «кукурудза» діаметром 2 ... 3 мм, краще 2. Не так багато тирси і навантаження на верстат менше.
Плата просто приклеюється до жертовного столу скотчем. До речі, стіл можна сфрезеровать під нуль, тоді все огріхи геометрії верстата принаймні будуть повторювати форму підкладки, що дозволить підвищити точність. Але я цього робити не став, хоча у мене розбіжність між кутами становить близько міліметра. Просто до гладкої ламінованої МДФ панелі краще клеїться текстоліт і при видаленні скотч відривається відразу повністю, не розмазуючи по волокнистої структурі МДФ. Різниця як ... відривати скотч від лакованого столу або від картонної коробки. Коробка зривається з м'ясом. Тут так само майже. Тому не Фрезер.
▌Сканірующій софт
Щоб компенсувати кривизну столу, а у мене вона особливо крива, я проводжу сканування поверхні, будуючи карту висот. Спочатку треба підготувати карту висот:
Взагалі в Mach3 є свій візард для цієї мети. Шукати в меню Wizard-Pick Wizard ... -Digitize Wizard, відкриється ось така чортівня:

Де можна вказати розмір общупиваемой поверхні (Width і Height of area), безпечну висоту переміщення щупа (Z travel), глибину до якої щуп буде шукати поверхню (Z Axis Probe Depth). Stepover це крок по осях, а FeedRate швидкість з якою щуп піде до поверхні. Чим швидше тим швидше сканування, але по інерції він може потрапити трохи глибше ніж треба. Тому тут треба ловити баланс. Потім тиснете Create and Load Gcode і у вас в мач відразу ж буде завантажений готовий код сканування. Я не користуюся цим Візард тому, що він не дуже зручний. Куди простіше згенерувати код в тій же проге яка буде правити код плану різання. Це G-code Ripper.
Брати його з офіційного сайту Не забувши передати привіт мудилою з Роскомнадзора, які його заблокували як екстремістський. Так що застосовуйте проксі-плагіни (Opera Turbo цілком підійде або FriGate плагін для Chrome, тільки там треба буде вручну вписати адресу цього сайту).
Отже, запускаєте G-code Ripper. Ця штука, як і flatcam теж написана на Python і теж має консольний інтерфейс (втім я в ньому поки сам не розбирався, а так, думаю, можна вписати її в наш злий батник). А поки ж втикайте в його GUI.
І що ж ми бачимо:

Ось таке головне вікно програми. Нам треба вибрати в лівому нижньому кутку Auto Probе і через меню File завантажити гкод нашої гравіювання. Спочатку давайте сторону яку будемо різати.

Отримали наш план різання і білі хрестики поверх. Хрестики це точки обмацування. Зверніть увагу на розташування осей координат, туди ви повинні будете потім пригнати щуп. А поки займемося перерахунком і введенням параметрів програми:
Probe Offset - це зміщення щупа щодо інструменту. У мене щупом є сам інструмент, тому тут нулі. Probe Z Safe - безпечна висота сканування. Залежить від кривизни вашої системи. У мене розкид під міліметр і тому я поставив 2. А взагалі при рівному столі досить і 0.8 мм. Чим нижче тим швидше сканування. Опускатися то менше! Probe Depth - гранична глибина на яку піде щуп. У мене 0, тому що в даному випадку початок координат варто в найнижчому кутку мого столу. А взагалі можна і в мінус трохи загнати, скажімо на -0.5. Гірше не буде. Probe Feed - швидкість опускання. Менше - точніше, але довше скан і шуму більше. У мене 100мм / хв. Х / У Points це скільки точок по вертикалі і горизонталі зняти. Он ті самі білі хрестики. Габарити плати він сам вибере. Pre і Post коди я залишаю порожніми, тому що ніяких додаткових кодів перед і після програми мені не треба. А ось щасливі власники ченейджера можуть, наприклад, автоматично спеціальний щупательний інструмент витягнути, а потім прибрати назад. Controller у мене MACH3 і, власне, все.
Тиснемо Save G-code File Probe Only, отримуємо файл з гкодом, шолом його в верстат і йдемо мацати плату.
Як же верстат буде сканувати поверхню? Для цього біля верстата є щуп. Коли щупа стосується маса, то верстат це відчуває. За масу у мене прийнятий шпиндель. Ось та пластикова приблуда, що оточує його крильчатку це тримач щітки. Яка зроблена зі старої фрези і встромляється в центр вала, на підпружиненому кріпленні. Чому я просто не подав масу на корпус шпинделя? А тому, що через його підшипники досить хріновий контакт. Він може пропадати в залежності від кута повороту. А так він прям по валу дійде до цанги, а всередині цанги ще маленька пружинка підведе контакт прямо до інструменту. А сам щуп представляє собою пластину відомої товщини (десь 0.5мм) на проводці. Якщо мені треба виставити інструмент точно на 0 я кладу в потрібне місце пластину, притискаю її пальцем до поверхні і даю команду на пошук нуля. Верстат втикається в пластину інструментом, потім враховує товщину і усвідомлює поточну висоту кінчика інструменту. Піднявши при цьому інструмент на 2.5мм.
У випадку ж з текстоліту мені потрібно просто покласти контакт щупа на мідь, закріпити ізолентою, щоб не втік і зробити пошук поверхні. Координата, звичайно, виставиться не вірно. Оскільки в цьому випадку немає товщини самого щупа. Але це не важливо. Головне тепер можна вручну, вводячи команду G1 Z-2 (чому -2? А тому, що на мою скрипту після знаходження у мене інструмент підстрибне на 2.5мм, а 0.5 товщина пластини щупа, тобто фактично його координата стане 2 мм), опустити інструмент майже до рівня текстоліту. Чому майже? А для більше точно не завадить зловити найніжніший контакт, а автопошук досить грубий, тому що біля верстата є деяка інерція і він трохи промахується. А ось якщо завести інструмент майже на нуль, а потім вручну, командами G1 Z ## зрушуючи на сотку-дві вгору або вниз домогтися того, що кнопка індикатора почне мерехтіти (а вона у мене змінює колір коли відбувається дотик щупа) від найменшої вібрації в приміщенні. Скажімо коли хтось мимо пройшовся. Так, само собою при цьому ми виставляємо координати Х і У в майбутній нуль координат виходячи з нашої плати. Не плутати з нулем верстата (машинні координати).

Далі, коли нуль знайдений, то треба обнулити координати по XYZ і запустити програму сканування, вказати в який файл записати дані і отримати текстовий файл приблизно ось такого виду:
0.00000,0.00000,0.00500
7.05500,0.00000,0.03000
14.11500,0.00000,0.03000
21.17000,0.00000,0.06500
28.22500,0.00000,0.07000
35.28500,0.00000,0.11500
42.34000,0.00000,0.12000
49.39500,0.00000,0.16000
56.45500,0.00000,0.14000
63.51000,0.00000,0.14000
0.00000,8.65500,0.00000
7.05500,8.65500,0.00000
Тут все і так ясно - це просто координати по осях де інструмент торкнувся поверхні. Що нам, власне, і потрібно.
Повертаємося в наш Gcode-Ripper і робимо там Read Probe Data File і наші хрестики стають чорними:

Готово. Залишилося тепер натиснути для вірності кнопочку Recalculate і зберегти скоригований файл. Save G-code File Adjusted. Якщо тепер їх порівняти в якомусь NC-Corrector'e то на вигляді збоку буде видно, що у нового файлу з'явився рельєф дна :)
старий: 
новий: 
Таким же чином правимо і обрізку по контуру, інакше ви ризикуєте не дорізати до кінця або навпаки задерти стіл. Він, звичайно, жертовний, але краще обходитися без жертв.
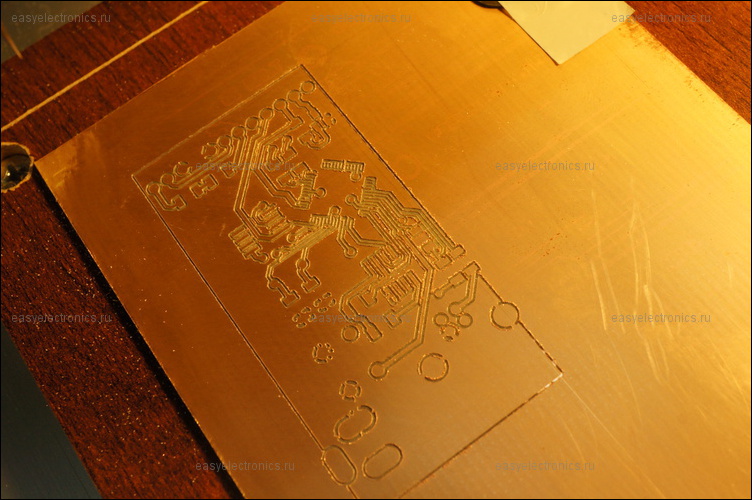
Обдерли ізоляцію. Вийшло хреново, тому що фреза 0.2 та ще й тупа. А тут би 0.1 і погостріше. Патли утворюються тому, що контур треба б обходити в двох напрямках, тому що фреза коли йде по фользі з одного боку пропила ріже чисто, з іншого махратіт. І треба зворотний прохід зробити, зняти заусенкі. А флаткам робить його або я не навчився ще. Тому я їх зазвичай сношу дрібної шкурочкой в пару рухів. Ще можна знизити подачу різу, буде набагато чистіше. Або, якщо шпиндель дозволяє, обороти підвищити. Он LPKF Protomat смажить на 100 000 оборотах і там гладенько все.

А це ось уже практично готова плата. Чотири величезні дірки на місці кнопки це я добре факапнулся на епізоді зміни інструменту при свердлінні. Коли викладу відео там побачите самі. Треба було поставити після 0.8мм свердла 1мм свердло (або просто натиснути "далі", щоб тим же 0.8мм просвердлити), а я не прочитав що мені запропонував поставити верстат, забув, що там ще міліметрові отвори є і встромив відразу 3 мм і він мені їх весело засвердлити :) ЧПУ не прощає помилок.
От якось так. Так, на двосторонці, після перевороту текстоліту, треба ще раз його простукати щупом.
Крім обіцяної відяшкі яку я хз ще коли змонтую (ненавиджу цю справу) буде ще одна дві статейки по флаткаму і мені тут товариш накинув альтернативний метод. Я його зверстати і скоро викладу. На цьому тему напевно закрию. Оскільки ну чого там ще просторікувати то? ;)
Як же верстат буде сканувати поверхню?Чому я просто не подав масу на корпус шпинделя?
Ому -2?
Чому майже?
Оскільки ну чого там ще просторікувати то?


